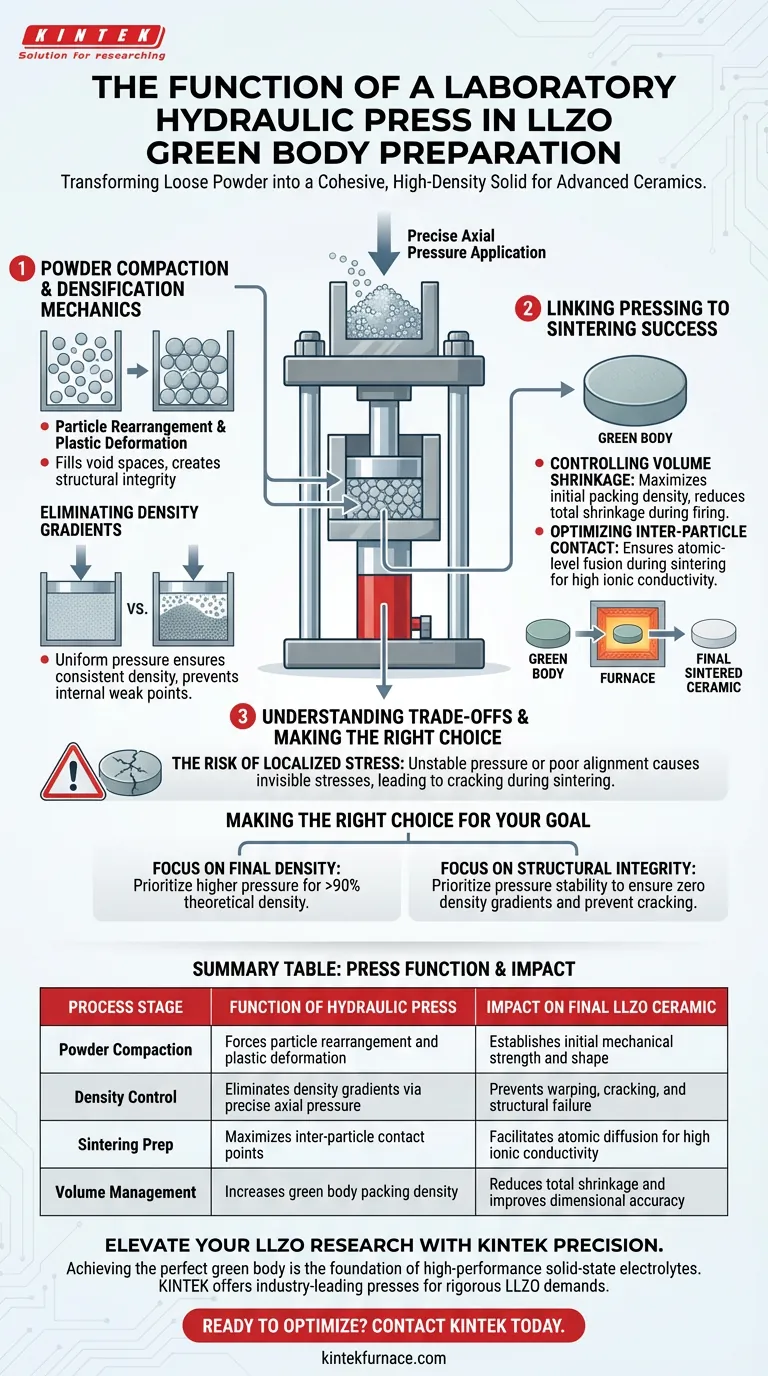
实验室液压机在LLZO制备中的主要作用是将松散的粉末转化为称为“生坯”的固体、粘结形式。通过在模具内施加精确的轴向压力,压机迫使粉末颗粒重新排列并发生塑性变形。这会形成一个具有足够机械强度的压实体,使其能够在高温烧结过程中进行处理。
生坯的质量直接决定了最终陶瓷的成功与否。精确的压力施加是建立均匀密度以防止开裂并确保最终烧结颗粒高离子电导率的最关键变量。
致密化的力学原理
颗粒重排与变形
施加压力时,松散的LLZO颗粒不仅仅是被压缩;它们会发生物理移动。液压机迫使颗粒相互滑动以填充空隙。
随着压力的增加,颗粒会发生塑性变形,改变形状以更紧密地相互啮合。这产生了材料在从模具中取出后保持形状所需的初始结构完整性。
消除密度梯度
高精度压机利用灵敏的压力传感器和闭环控制系统来确保载荷均匀施加。这种均匀性对于消除密度梯度——即粉末在某些点比其他点更紧密地堆积的区域——至关重要。
如果粉末堆积不均匀,生坯将存在内部薄弱点。这些不一致性在材料在加热过程中受到应力时不可避免地会导致结构失效。
压制与烧结的联系
控制体积收缩
压制阶段为材料在烧制时的收缩量设定了基准。通过最大化初始堆积密度,液压机减少了烧结过程中发生的总体积收缩。
控制收缩对于保持尺寸精度至关重要。它大大降低了颗粒在高温下致密化时发生翘曲或变形的风险。
优化颗粒间接触
为了使LLZO成为致密陶瓷,颗粒必须在原子层面融合在一起。压机确保了最佳的颗粒间接触,缩小了晶粒之间的间隙。
这种紧密的接触促进了烧结过程中的扩散。没有它,最终材料将保持多孔,导致密度低和电化学性能差。
理解权衡
局部应力的风险
虽然高压通常有利于密度,但必须极其稳定地施加。压力波动或模具对准不良可能导致局部应力集中。
这些应力在生坯中通常是看不见的,但在烧结过程中会灾难性地释放。这会导致开裂或分层,使LLZO颗粒无法用于电学测量或电池组装。
为您的目标做出正确选择
为了在LLZO制备中取得最佳结果,请根据您的具体最终目标调整您的压制策略:
- 如果您的主要关注点是最终密度:优先考虑更高的压力负荷,以最大化塑性变形和颗粒间接触,目标是达到生坯密度,以支持烧结后达到理论密度的90%以上。
- 如果您的主要关注点是结构完整性:专注于压力施加的稳定性(闭环控制),以确保零密度梯度,这是加热斜坡过程中开裂的主要原因。
液压机不仅仅是一个成型工具;它是建立最终电解质材料基本微观结构的关键设备。
总结表:
| 工艺阶段 | 液压机功能 | 对最终LLZO陶瓷的影响 |
|---|---|---|
| 粉末压实 | 迫使颗粒重排和塑性变形 | 建立初始机械强度和形状 |
| 密度控制 | 通过精确的轴向压力消除密度梯度 | 防止翘曲、开裂和结构失效 |
| 烧结准备 | 最大化颗粒间接触点 | 促进原子扩散以实现高离子电导率 |
| 体积管理 | 提高生坯堆积密度 | 减少总体积收缩并提高尺寸精度 |
通过KINTEK精密设备提升您的LLZO研究水平
获得完美的生坯是高性能固态电解质的基础。KINTEK提供行业领先的实验室液压机,专为满足LLZO制备的严苛要求而设计。凭借专业的研发和制造支持,我们提供可定制的解决方案——包括真空系统和高温炉——以确保您的材料达到最大密度和零缺陷。
准备优化您的陶瓷合成?立即联系KINTEK进行咨询,体验精密工程的强大功能。
图解指南
参考文献
- Degradation mechanisms in low-voltage Wadsley–Roth TiNb<sub>2</sub>O<sub>7</sub> electrodes upon cycling with Li. DOI: 10.1039/d4ta06441k
本文还参考了以下技术资料 Kintek Furnace 知识库 .










