热处理是使 NC6 (1.2063) 工具钢在单点增量成形 (SPIF) 中有效发挥作用的关键因素。 具体来说,通过对材料进行淬火和回火处理,使其硬度达到58 HRC,从而获得该工艺所需的耐磨性和结构完整性。没有这种特定的处理,工具将无法承受成形过程中的机械应力。
核心要点
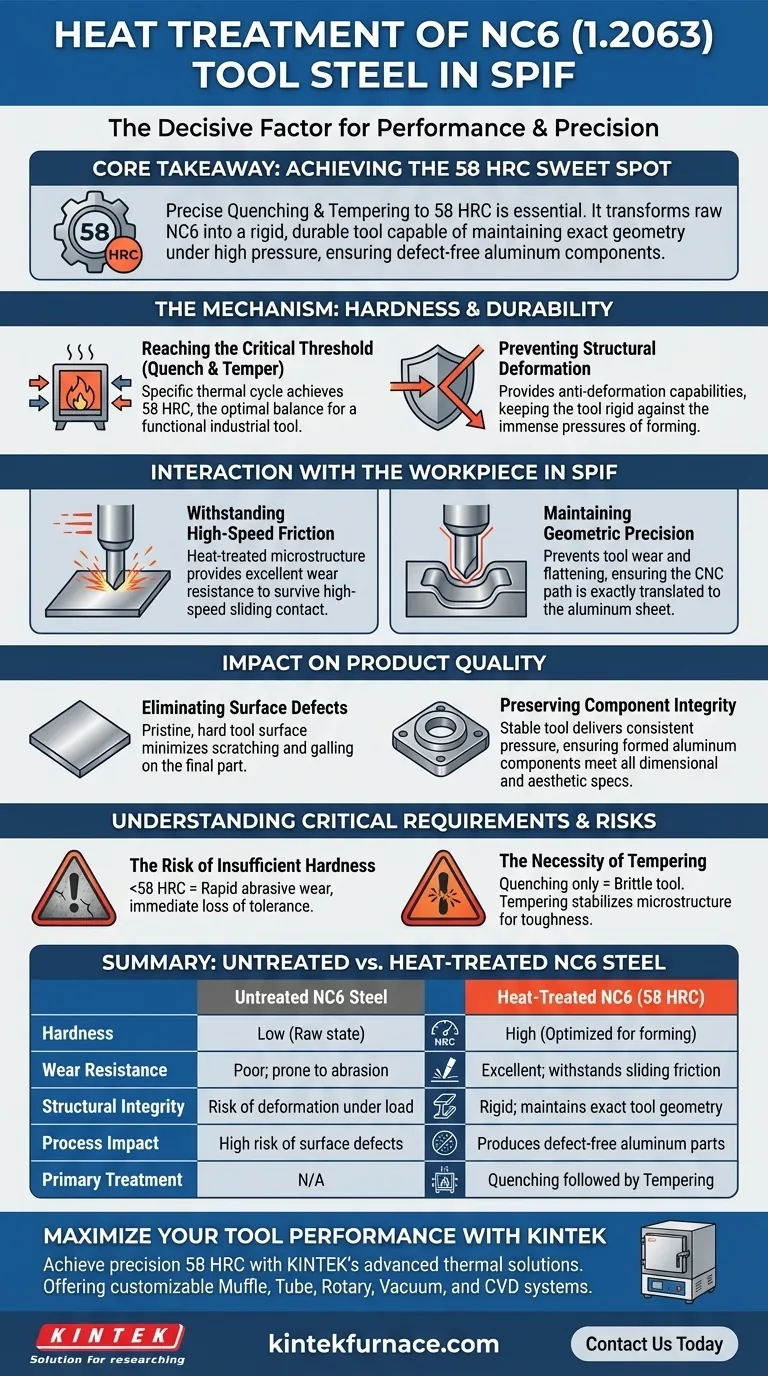
NC6 成形工具的有效性完全取决于精确的热处理循环,该循环平衡了硬度和耐用性。通过达到 58 HRC,该工具变得足够坚固,能够在高压下保持其精确的几何形状,从而直接生产出无缺陷的铝制部件。
硬度和耐用性的机制
达到临界硬度阈值
NC6 钢材的原始化学成分本身不足以满足要求;它必须经过特定的热处理循环。
该工艺需要淬火后进行回火,以达到58 HRC的目标硬度。这个特定的硬度水平是将钢材从原材料转变为功能性工业工具的理想选择。
防止结构变形
在 SPIF 中,工具充当高度局部化的压力点。
如果钢材太软,变形铝板所需的巨大压力就会导致工具本身变形。58 HRC 的热处理提供了抗变形能力,确保工具在施加负载时保持刚性。

与工件的相互作用
承受高速摩擦
SPIF 工艺涉及工具在金属板表面快速移动。
这会创造一个由高速滑动和显著摩擦定义的简化但严苛的环境。经过热处理的微观结构提供了在没有退化的情况下承受这种磨损接触所需的耐磨性。
保持几何精度
最终产品的形状由刀尖(球头)的形状决定。
由于热处理可以防止工具磨损或变平,因此工具可以保持其几何精度。这确保了在 CNC 机器中编程的路径能够精确地传递到铝板上。
对产品质量的影响
消除表面缺陷
退化的工具表面会将瑕疵转移到工件上。
通过热处理保持光洁、坚硬的表面,工具可以在铝合金上平稳滑动。这最大限度地减少了最终零件上划痕或粘着等表面缺陷的产生。
保持组件完整性
该工艺的最终目标是生产高质量的成形零件。
热处理确保工具能够提供一致的压力而不会失效。这种稳定性保持了成形铝制部件的整体质量,确保它们符合尺寸和美学规范。
理解关键要求
虽然这种处理的好处很明显,但了解偏离操作的风险很重要。
硬度不足的风险
如果热处理未能达到 58 HRC 的基准,工具将失去其主要优势。较软的工具很可能会遭受快速的磨损,导致最终零件的公差立即损失。
回火的必要性
仅淬火会产生硬度,但通常会使钢材变脆。在指定工艺中包含回火至关重要。它稳定了微观结构,确保工具不仅坚硬,而且足够坚韧,能够承受应力而不开裂。
为您的目标做出正确选择
为了最大限度地提高 NC6 工具钢在 SPIF 应用中的性能,请应用以下原则:
- 如果您的主要关注点是尺寸精度:确保热处理过程得到严格控制,以精确达到 58 HRC,防止工具在负载下变形。
- 如果您的主要关注点是表面光洁度:优先考虑通过此处理获得的耐磨性,以防止导致铝材表面缺陷的工具退化。
正确热处理的 NC6 钢材是高精度、无缺陷增量成形所必需的刚性基础。
总结表:
| 特征 | 未经处理的 NC6 钢材 | 热处理的 NC6 (58 HRC) |
|---|---|---|
| 硬度 | 低(原材料状态) | 高(优化用于成形) |
| 耐磨性 | 差;易磨损 | 优异;耐滑动摩擦 |
| 结构完整性 | 负载下有变形风险 | 刚性;保持精确的工具几何形状 |
| 工艺影响 | 表面缺陷风险高 | 生产无缺陷的铝制零件 |
| 主要处理 | 不适用 | 淬火后进行回火 |
通过 KINTEK 最大化您的工具性能
要为 NC6 钢材实现完美的 58 HRC,需要只有专业设备才能提供的精度。凭借行业领先的研发和制造支持,KINTEK 提供全面的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统——所有这些系统都可以根据您的特定工具钢和高温实验室需求进行完全定制。
不要让不当的热处理损害您的产品质量。立即联系我们,为您的实验室找到理想的热处理解决方案,确保您的工具能够提供 SPIF 工艺所需的刚性和精度。
图解指南
参考文献
- Łukasz Kuczek, Ryszard Sitek. Influence of Heat Treatment on Properties and Microstructure of EN AW-6082 Aluminium Alloy Drawpieces After Single-Point Incremental Sheet Forming. DOI: 10.3390/app15020783
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















