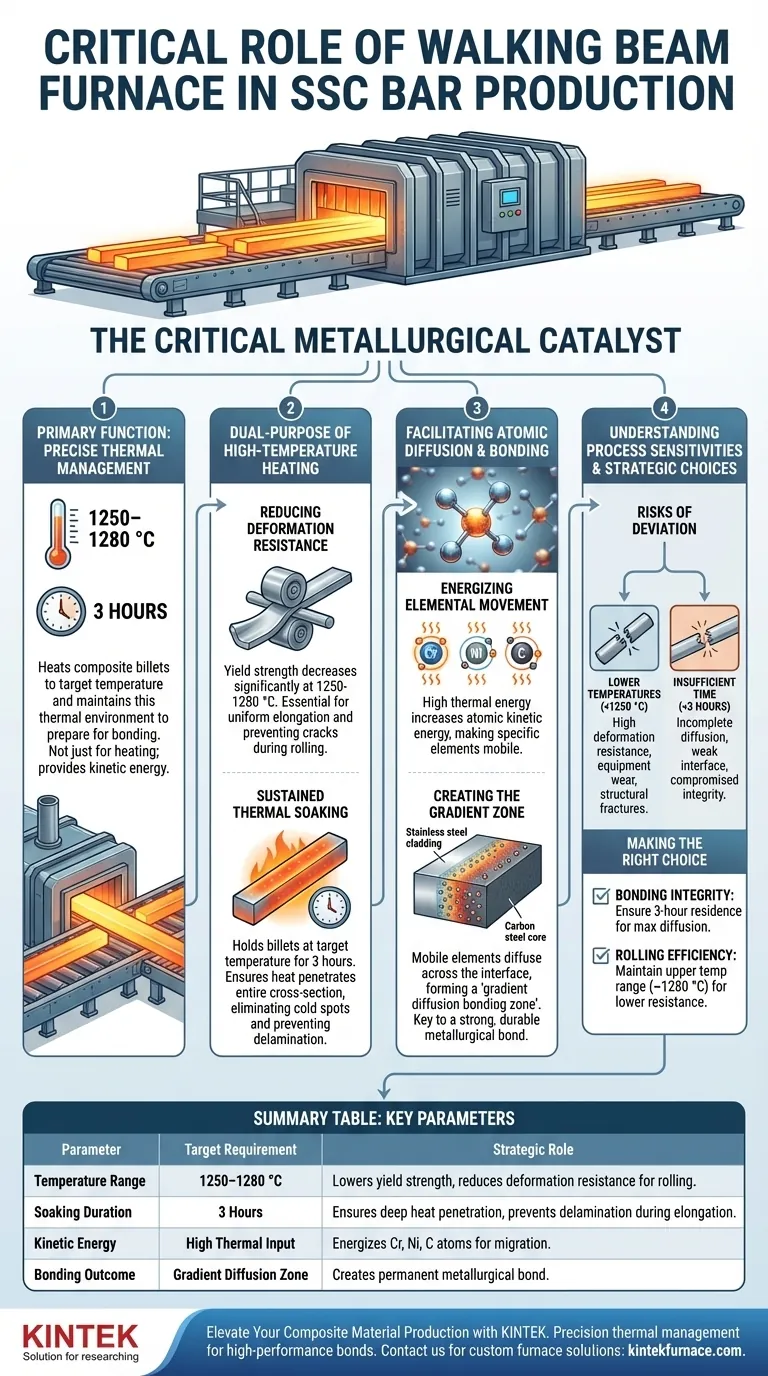
工业级步进梁加热炉是生产不锈钢包覆碳钢(SSC)棒材的关键冶金催化剂。其主要功能是将复合棒坯加热到精确的1250–1280 °C温度范围,并在此热环境中保持整整三小时,为材料的结合做准备。
这个过程不仅仅是加热金属;它为原子迁移提供了必要的动能,从而形成一个梯度扩散结合区,在结构上统一了不锈钢层和碳钢层。
高温加热的双重目的
该炉不仅仅是轧机的一个准备区域;它是复合材料基本性能确立的地方。
降低变形抗力
要成功地将复合棒坯轧制成棒材,材料必须具有延展性。
炉子将棒坯加热到1250 °C至1280 °C之间。
在此温度下,金属的屈服强度显著降低。这种变形抗力的降低对于后续的轧制过程至关重要,可以防止开裂并确保均匀伸长。
持续热保温
达到目标温度只是第一步;保持该温度同样重要。
步进梁炉在目标温度下将棒坯保持三小时的持续时间。
这个“保温”期确保热量能够渗透到棒坯的整个横截面,消除可能导致轧制过程中分层的冷点。

促进原子扩散
炉子在SSC生产中最独特的作用是实现两种不同金属之间的冶金结合。
驱动元素迁移
将不锈钢与碳钢结合不仅需要机械压力;还需要界面处的化学相互作用。
炉子提供的高热能增加了金属内部原子的动能。
这种能量使得特定元素——即铬、镍和碳——能够移动。
创建梯度区
一旦被激活,这些元素就会在不锈钢包覆层和碳钢芯之间的界面处扩散。
这种扩散产生一个“梯度扩散结合区”,其中成分是逐渐过渡而不是突然变化的。
该区域是实现牢固、耐用的结合的关键,该结合在应力下不会剥离或分离。
理解工艺的敏感性
虽然炉子能够实现生产,但必须严格遵守工艺参数以避免失败。
低温的风险
如果温度低于1250 °C的阈值,变形抗力仍然过高。
这可能导致轧制设备过度磨损和棒坯结构性断裂。
保温时间不足的影响
如果缩短三小时的保温时间,元素扩散将不完整。
如果没有足够的时间让铬和镍迁移,梯度区将无法正确形成。
这将导致界面薄弱,损害最终包覆棒的完整性。
根据您的目标做出正确的选择
步进梁炉的操作必须根据您的具体冶金要求进行调整。
- 如果您的主要关注点是结合完整性:确保停留时间严格保持在3小时,以最大化铬和镍在界面处的扩散。
- 如果您的主要关注点是轧制效率:优先保持较高的温度范围(接近1280 °C),以最小化变形抗力并减轻轧机负荷。
精确的热管理是区分两种独立金属和一个统一的高性能复合材料的关键。
总结表:
| 参数 | 目标要求 | 在SSC生产中的战略作用 |
|---|---|---|
| 温度范围 | 1250–1280 °C | 降低屈服强度并降低轧制变形抗力。 |
| 保温时长 | 3小时 | 确保热量深入渗透并防止伸长过程中的分层。 |
| 动能 | 高热输入 | 为Cr、Ni和C原子提供能量,启动界面迁移。 |
| 结合结果 | 梯度扩散区 | 在不锈钢和碳钢之间形成永久性冶金结合。 |
通过KINTEK提升您的复合材料生产
精确的热管理是区分薄弱界面和高性能冶金结合的关键。凭借专业的研发和制造能力,KINTEK提供高性能的马弗炉、管式炉、旋转炉、真空炉和CVD系统,以及定制化的实验室和工业级高温炉,以满足您独特的SSC生产需求。
无论您是在优化原子扩散参数还是提高轧制效率,我们的技术团队随时准备为您提供所需的专业设备。
图解指南
参考文献
- G. X. Liang, T.‐H. Chen. Interfacial Bonding Properties Experimental Research of 316L Stainless Steel–Carbon Steel Clad Rebar in the Process of Intermediate and Finish Rolling. DOI: 10.3390/met15020108
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















