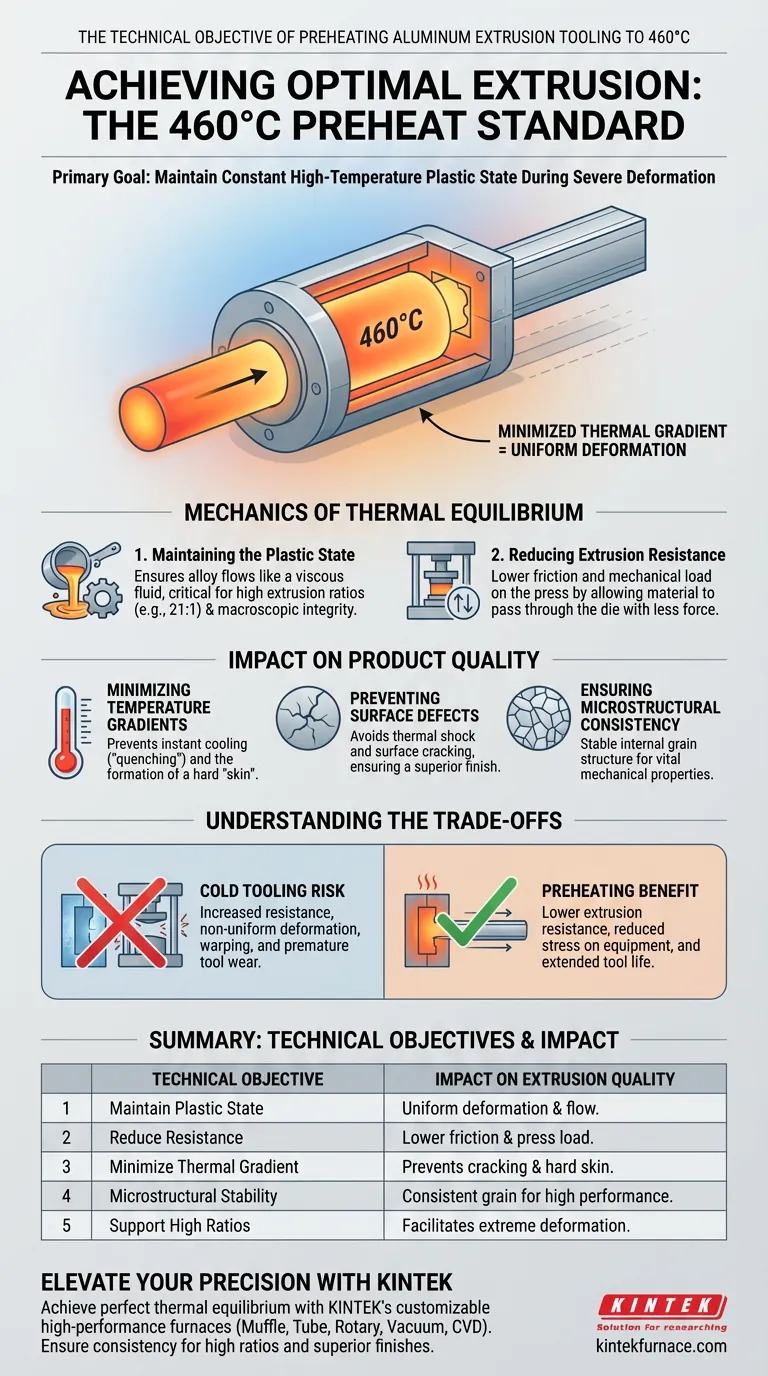
主要技术目标是将挤压筒和模具预热至 460 ℃,以在严重变形过程中严格保持铝合金处于恒定的高温塑性状态。通过使工具的温度与材料的温度相平衡,可以最大限度地减小界面处的温差。这直接降低了挤压阻力,并消除了导致变形不均匀或表面开裂的内应力。
预热对于实现 21:1 等高挤压比而不影响材料结构至关重要。它确保挤压棒同时保持宏观完整性和微观结构一致性。
热平衡的力学原理
保持塑性状态
要成功挤压铝合金,它们必须像粘性流体一样流动。预热挤压筒和模具可确保在整个过程中合金保持在高温塑性状态。
降低挤压阻力
当工具与坯料的温度相同时,金属流动的摩擦力和阻力会大大降低。这使得材料能够以较小的力通过模具,从而降低挤压机的机械负载。
对产品质量的影响
最小化温差
如果热铝接触冷模具,金属外层会立即冷却(淬火),形成坚硬的“表皮”,而核心保持柔软。预热至 460 ℃ 可防止这种剧烈的温差。
防止表面缺陷
大的温差通常会导致表面开裂。通过最小化温差,材料会均匀变形,从而防止破坏挤压棒表面的撕裂。
确保微观结构一致性
除了可见表面之外,金属的内部晶粒结构还依赖于稳定的温度。均匀加热可确保微观结构从核心到表面保持一致,这对于最终零件的机械性能至关重要。
理解权衡
冷加工的风险
未能达到 460 ℃ 的目标温度不仅会导致表面光洁度差;它还会危及工艺本身的完整性。
机械应力和磨损
尝试将热金属通过较冷的工具会增加挤压阻力。这不仅需要更高的压力,还可能导致变形不均匀,可能导致零件翘曲或工具过早磨损。
为您的目标做出正确选择
要最大限度地提高铝挤压工艺的质量,控制预热阶段是不可谈判的。
- 如果您的主要重点是表面光洁度:确保模具温度精确匹配合金温度,以防止引起表面裂纹的热冲击。
- 如果您的主要重点是结构完整性:保持 460 ℃ 的目标,以保证均匀的微观结构演变,尤其是在目标为 21:1 的高挤压比时。
- 如果您的主要重点是设备寿命:优先预热以降低挤压阻力,从而减轻挤压筒和模具的应力。
温度的一致性是区分有缺陷的组件和高性能结构元件的关键因素。
总结表:
| 技术目标 | 对挤压质量的影响 |
|---|---|
| 保持塑性状态 | 确保合金像粘性流体一样流动以实现均匀变形。 |
| 降低阻力 | 降低挤压机的摩擦力和机械负载。 |
| 最小化温差 | 防止表面开裂和形成坚硬的“表皮”。 |
| 微观结构稳定性 | 确保内部晶粒一致性,以获得高性能的机械性能。 |
| 支持高比率 | 促进极端变形(例如 21:1)而不发生材料失效。 |
使用 KINTEK 提升您的金属加工精度
在铝挤压中实现完美的热平衡需要可靠、高性能的加热解决方案。凭借专家级研发和制造支持,KINTEK 提供各种系统,包括马弗炉、管式炉、旋转炉、真空炉和 CVD 炉,所有这些都可以完全定制以满足您独特的高温需求。无论您的目标是高挤压比还是卓越的表面光洁度,我们的技术都能提供您的材料所需的稳定性。
立即联系 KINTEK,了解我们的专用实验室和工业炉如何优化您的生产并确保结构完整性。
图解指南
参考文献
- Influence of Aging Temperature on the Electrochemical Corrosion Behavior of an Age-Hardening 7xxx Aluminum Alloy. DOI: 10.3390/cryst15020107
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















