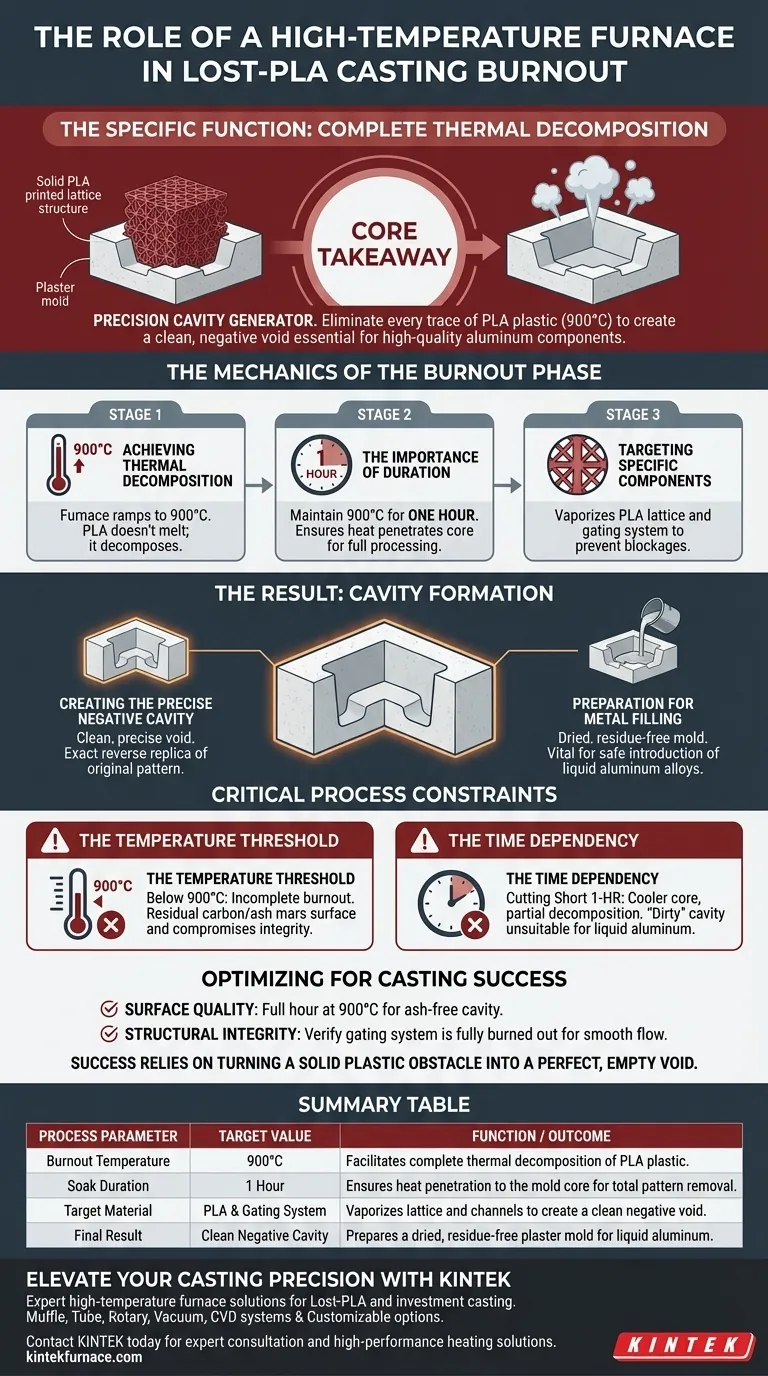
实验室高温炉的主要功能在Lost-PLA铸造过程中是促进模型材料的完全热分解。通过将内部温度升高到900°C并保持一小时,炉子会汽化石膏模具内的PLA(聚乳酸)晶格和浇注系统。这种特定的热处理是将实体模型转化为可用于铸造的空腔的关键步骤。
核心要点 炉子不仅仅是热源,它还是一个精密空腔的生成器。它的具体作用是通过持续高温(900°C)消除PLA塑料的每一个痕迹,留下一个干净的负空间,这对高质量的铝合金部件至关重要。
烧尽阶段的机械原理
烧尽阶段是一个由精确热控制驱动的化学和物理转化过程。
实现热分解
炉子必须达到900°C的关键温度阈值。在这种强度下,PLA塑料不仅仅是熔化;它会发生分解。这确保了材料会完全分解,而不是积聚在模具底部。
持续时间的重要性
达到温度是不够的;炉子必须保持900°C一小时。这个“保温时间”确保热量能够渗透到石膏模具的核心。它保证了整个模型,从最厚的部分到最精细的细节,都能被完全处理。
针对特定组件
热处理专门针对PLA塑料晶格和浇注系统。晶格代表结构模型,而浇注系统则创建了液态金属进入的通道。两者都必须完全去除,以防止堵塞。

结果:空腔形成
炉子操作的最终产物是创建一个“负”空间。
创建精确的负空腔
一旦PLA被烧尽,剩下的就是一个干净、精确的负空腔。这个空腔创建了原始3D打印模型的精确反向复制品。这个空腔的精度决定了最终零件的尺寸精度。
为金属填充做准备
该过程产生一个干燥的石膏模具,没有残留物。这种干燥和清洁是安全引入液态铝合金的关键条件。任何残留的塑料或水分都可能导致铸造缺陷或与熔融金属发生危险反应。
关键工艺限制
虽然过程很简单,但为了成功,必须严格遵守参考资料中提供的特定参数。
温度阈值
在900°C以下操作存在未完全烧尽的重大风险。如果温度不足,模具中可能会残留碳或塑料灰烬。这些残留物会玷污最终铝铸件的表面或损害其结构完整性。
时间依赖性
缩短一小时的保温时间会在吞吐量和质量之间产生权衡。减少高温时间可能会导致模具核心比外部温度低。这会导致部分分解和一个“脏”的模具空腔,无法正确容纳液态铝。
优化铸造成功率
为确保高温炉能够有效地支持您的Lost-PLA铸造,请严格遵守既定参数。
- 如果您的主要关注点是表面质量:确保炉子在900°C下保持一小时,以保证一个完全干净、无灰的负空腔。
- 如果您的主要关注点是结构完整性:验证浇注系统是否已完全烧尽,以便液态铝能够无湍流或无阻碍地流动。
整个铸造项目的成功取决于炉子能否将固体塑料障碍转化为一个完美、空的空腔。
总结表:
| 工艺参数 | 目标值 | 功能/结果 |
|---|---|---|
| 烧尽温度 | 900°C | 促进PLA塑料的完全热分解。 |
| 保温时长 | 1 小时 | 确保热量渗透到模具核心,完全去除模型。 |
| 目标材料 | PLA & 浇注系统 | 汽化晶格和通道,形成干净的负空腔。 |
| 最终结果 | 干净的负空腔 | 准备一个干燥、无残留的石膏模具以供液态铝使用。 |
使用KINTEK提升您的铸造精度
不要让残留的灰烬或不均匀的加热毁掉您复杂的铸件。KINTEK提供行业领先的高温炉解决方案,专为Lost-PLA和熔模铸造的严苛要求而设计。
凭借专家级的研发和精密制造,我们提供全面的马弗炉、管式炉、旋转炉、真空炉和CVD系统。无论您需要标准实验室设备还是定制的可定制系统以满足您独特的热工艺要求,KINTEK都能确保您的材料每次都能达到完美的结构完整性。
准备好优化您的烧尽工艺了吗?立即联系KINTEK,获取专家咨询和高性能加热解决方案。
图解指南
参考文献
- Alessandra Ceci, Maria Elisa Tata. Production of Al Alloys with Kelvin Cells Using the Lost-PLA Technique and Their Mechanical Characterization via Compression Tests. DOI: 10.3390/ma18020296
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















