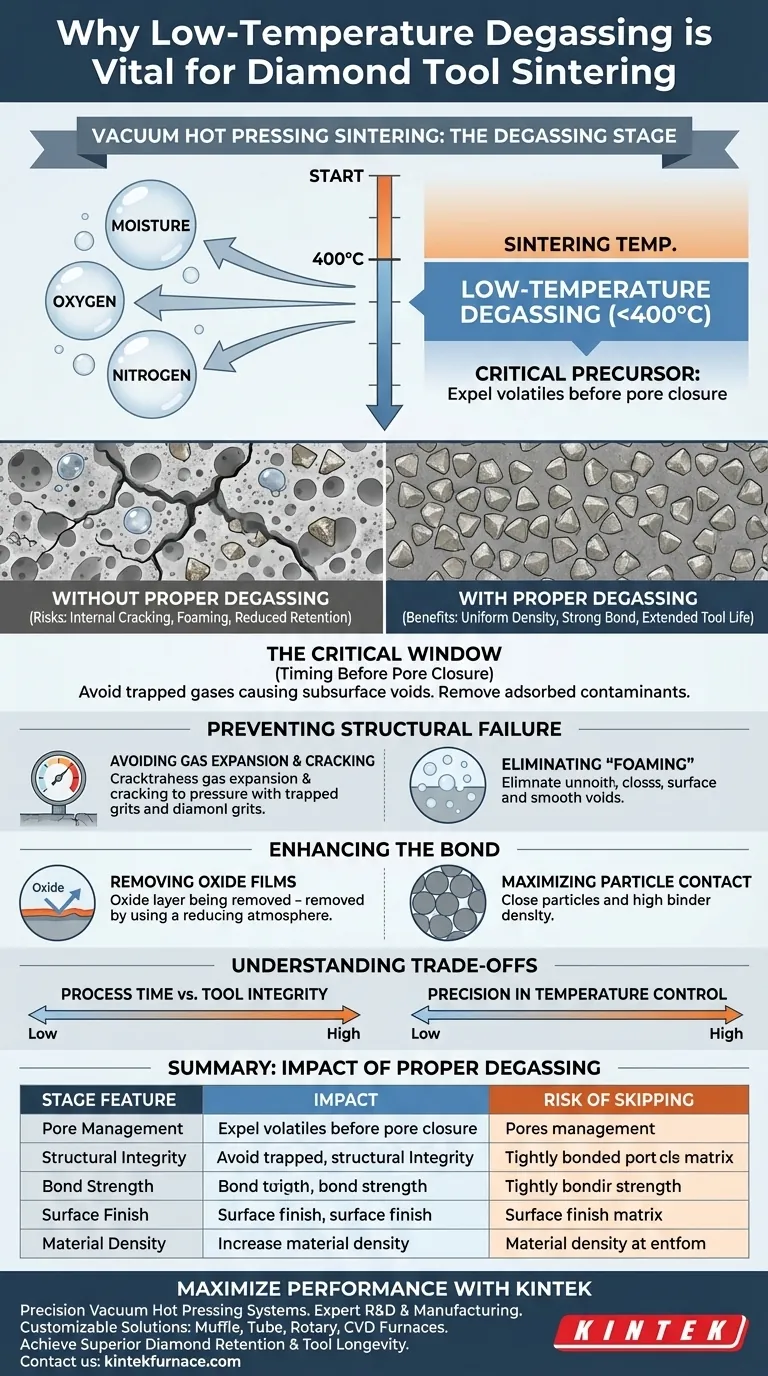
低温脱气是成功烧结的关键前置步骤。在金刚石产品的真空热压过程中,此阶段通常在400°C以下进行,目的是在金属颗粒开始熔化或形成封闭气孔之前,排出粉末表面的水分、氧气和氮气。
低温脱气的主要必要性在于消除挥发性物质,否则这些物质会被困在金刚石工具的基体中,导致内部开裂、产品起泡和金刚石把持力降低。
关键窗口:为什么 400°C 很重要
气孔封闭前的时机
脱气必须在加热周期的早期进行,因为一旦金属粉末达到其软化点,封闭气孔就开始形成。如果在过渡之前未排出气体,它们将永久地被困在结构中,导致次表面空隙。
排出挥发性污染物
粉末表面会自然吸附大气中的水分、氧气和氮气。低温阶段提供了必要的 ज्यामुळे这些表面键断裂并允许真空系统将污染物抽出模具的热能。

防止结构失效和孔隙率
避免气体膨胀和开裂
随着烧结温度升高到最终设定点,任何被困的气体将根据理想气体定律迅速膨胀。这种内部压力可能会超过材料的生坯强度,导致微裂纹或灾难性的结构失效。
消除产品“起泡”
当金属粘合剂处于熔融或半熔融状态时,被困的气体膨胀就会发生“起泡”。通过确保彻底的真空脱气阶段,可以防止这些气泡的形成,从而确保最终工具具有均匀、致密的横截面。
增强结合:金刚石把持力和密度
去除氧化膜
真空热压系统通常会使用还原气氛结合脱气来去除金属颗粒上的氧化膜。去除这些氧化物对于金属有效“润湿”金刚石表面至关重要。
最大化颗粒接触
通过清除粉末表面的气体分子和氧化物,系统促进了金属颗粒之间无阻碍的接触。这导致粘合剂密度显著提高,并大大增强了对金刚石颗粒的机械固定力。
理解权衡
工艺时间和工具完整性
低温脱气中最显著的权衡是循环时间。虽然快速升温至烧结温度可以提高产量,但存在“锁定”挥发物的风险;反之,过长的脱气阶段会减慢生产速度,而不会带来额外的边际效益。
温度控制的精度
如果脱气温度波动过高,可能会发生过早的表面烧结。这会形成一层“硬壳”,阻止更深层气体逸出,从而有效地使脱气阶段的目的失效,并导致批次质量不一致。
如何将此应用于您的工艺
在配置真空热压循环时,您对脱气的处理应取决于您的具体材料要求。
- 如果您的主要关注点是最大化工具寿命:确保在接近 400°C 时有充分的脱气停留时间,以最大化金刚石把持力和粘合剂密度。
- 如果您的主要关注点是美观的表面光洁度:优先在循环早期去除所有水分和氮气,以防止表面点蚀和起泡。
- 如果您的主要关注点是高产量:校准真空水平和升温速率,以找到最快的可能升温速率,同时仍能在气孔封闭前完成挥发物排出。
细致的低温脱气阶段是高性能金刚石工具的基础,将多孔粉末混合物转化为致密、高强度的工业仪器。
总结表:
| 阶段特征 | 正确脱气的效果 | 跳过脱气的风险 |
|---|---|---|
| 气孔管理 | 在熔化前防止封闭气孔 | 被困的气体产生内部空隙 |
| 结构完整性 | 消除“起泡”和微裂纹 | 内部压力导致结构失效 |
| 结合强度 | 去除氧化膜以获得更好的润湿性 | 金刚石把持力弱和密度低 |
| 表面光洁度 | 防止点蚀和表面气泡 | 美观缺陷和表面不规则 |
| 材料密度 | 最大化粘合剂与颗粒的接触 | 多孔基体,工具寿命缩短 |
使用 KINTEK 最大化您的金刚石工具性能
不要让被困的挥发物损害您的材料完整性。凭借专业的研发和制造支持,KINTEK 提供专业的真空热压系统,以及我们的马弗炉、管式炉、旋转炉和 CVD 炉——所有这些都可以根据您独特的实验室和工业需求进行定制。
我们精密设计的系统可确保一致的低温脱气和高密度烧结,帮助您实现卓越的金刚石把持力和工具寿命。
准备好优化您的烧结周期了吗? 立即联系我们的技术专家,为您的应用找到完美的高温解决方案。
图解指南