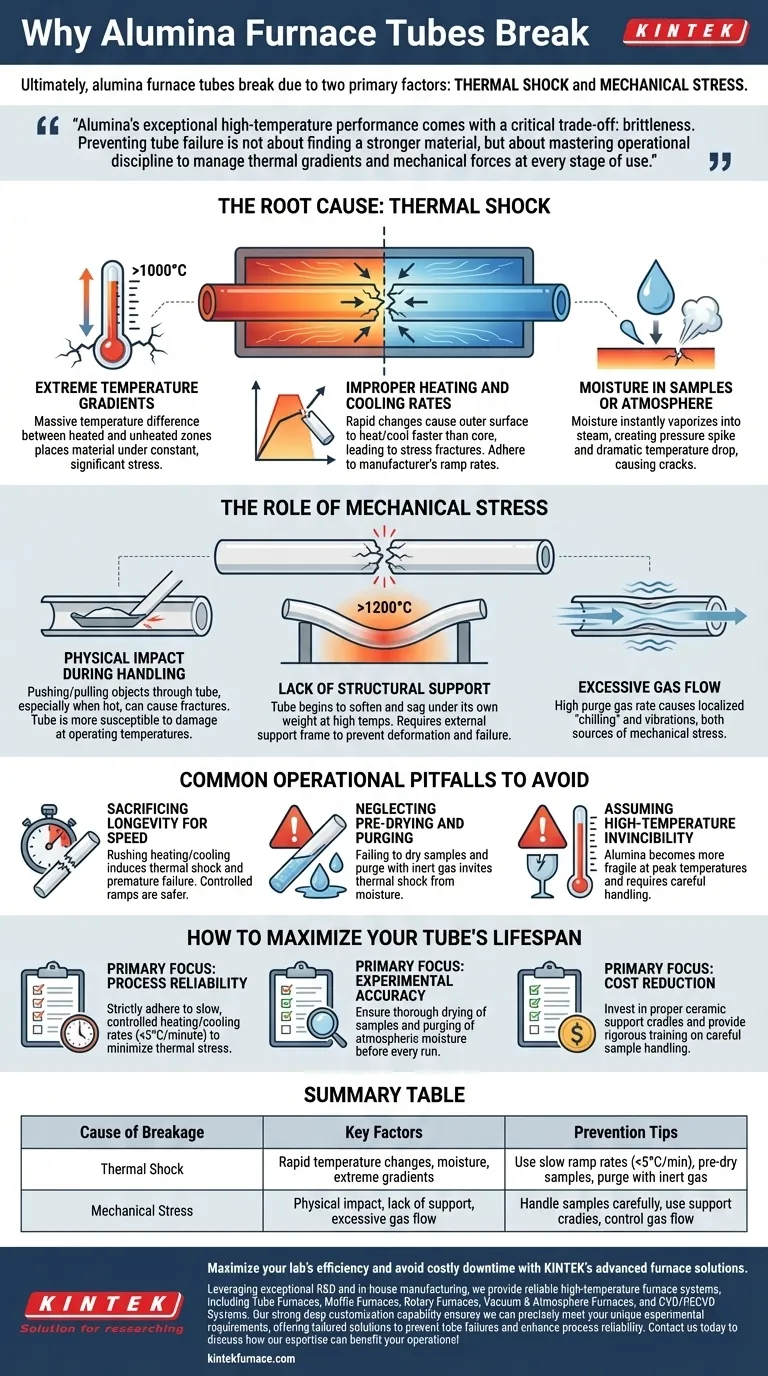
最终,氧化铝炉管破裂是由于两个主要因素:热冲击和机械应力。这种材料坚固但易碎,当受到快速的温度变化或物理力(尤其是在高温下)时,它会失效。最常见的原因是加热区和未加热区之间温度差异过大、样品处理不当以及快速加热或冷却循环。
氧化铝卓越的高温性能伴随着一个关键的权衡:脆性。防止炉管失效不在于寻找更坚固的材料,而在于掌握操作规范,以管理使用各个阶段的热梯度和机械力。
根本原因:热冲击
热冲击是氧化铝炉管面临的最大威胁。当炉管的一部分膨胀或收缩的速率与另一部分不同时,就会发生热冲击,从而产生巨大的内部应力,导致开裂。
极端温度梯度
典型的管式炉会在中心加热区和炉管较冷的两端之间产生巨大的温差——通常超过 1000°C。这种差异膨胀使材料承受持续的、显著的应力。
不正确的加热和冷却速率
快速改变炉子设定点是热冲击的直接原因。炉管外表面比核心加热或冷却得更快,导致应力断裂。遵守制造商推荐的升温速率是不可协商的。
样品或大气中的水分
将含有少量水分的样品引入热炉中是灾难性的。水会立即蒸发成蒸汽,在炉管内表面产生局部压力峰值和突然、剧烈的温度下降,使其破裂。

机械应力的作用
虽然氧化铝非常坚硬,但它不能弯曲或形变。任何物理力,尤其是在高温下其结构完整性降低时,都可能导致立即失效。
处理过程中的物理撞击
将样品舟和其他物体推入或拉出炉管很容易导致破裂。当处于工作温度时,这种风险最高,此时炉管更容易受到轻微撞击或刮擦的损坏。
缺乏结构支撑
在高温下(通常高于 1200°C),氧化铝管在其自身重量下可能会开始软化和下垂。如果没有适当的外部支撑框架,这种变形将不可避免地导致应力裂纹和灾难性故障。
气体流量过大
炉管内高速的吹扫气流会产生两个问题。它可能导致内壁局部“冷却”,引起热应力,也可能产生作为机械应力源的振动。
应避免的常见操作误区
大多数炉管故障并非意外;它们是本可以避免的程序错误造成的。了解这些常见错误是提高设备寿命的关键。
为速度牺牲寿命
最常见的错误是为了节省时间而急于进行加热或冷却过程。这直接引起热冲击,是过早炉管失效的主要驱动因素。缓慢、受控的升温始终是更安全、更具成本效益的方法。
忽视预干燥和吹扫
将样品放入炉子前未确保其完全干燥是一个关键错误。同样,在加热前未能用惰性气体吹扫炉管以去除大气中的水分也会引起热冲击。
认为高温无懈可击
操作人员有时会忘记,虽然氧化铝能承受高温,但它在峰值温度下会变得更脆弱,更容易受到物理损坏和下垂。在高温时必须更加小心地操作它。
如何最大限度地延长炉管寿命
保护您的投资取决于一丝不苟的操作控制。您的具体目标将决定您的主要关注点。
- 如果您的主要重点是工艺可靠性: 严格遵守缓慢、受控的加热和冷却速率(例如,<5°C/分钟),将热应力降至最低。
- 如果您的主要重点是实验准确性: 确保所有样品在每次运行前都经过彻底干燥,并且炉管已吹扫掉大气中的水分,以防止污染和热冲击。
- 如果您的主要重点是降低成本: 投资于合适的陶瓷支撑座来支撑炉管,并对操作人员进行严格培训,以小心处理样品,防止最常见的机械故障形式。
将氧化铝管视为精密而灵敏的仪器,您可以确保它在无数操作中的可靠性和持久性。
总结表:
| 断裂原因 | 关键因素 | 预防技巧 |
|---|---|---|
| 热冲击 | 温度变化快、水分、极端温差 | 使用缓慢的升温速率(<5°C/分钟)、预干燥样品、用惰性气体吹扫 |
| 机械应力 | 物理撞击、缺乏支撑、气体流量过大 | 小心处理样品、使用支撑座、控制气体流量 |
利用 KINTEK 的先进炉解决方案,最大限度地提高您实验室的效率,避免代价高昂的停机时间。 我们凭借卓越的研发和内部制造能力,为各类实验室提供可靠的高温炉系统,包括管式炉、马弗炉、回转炉、真空和气氛炉以及 CVD/PECVD 系统。我们强大的深度定制能力确保我们能够精确满足您独特的实验要求,提供量身定制的解决方案,以防止炉管故障并提高工艺可靠性。立即联系我们,讨论我们的专业知识如何使您的运营受益!
图解指南