恒温加热装置是浸出实验中反应动力学的主要驱动因素。通过维持精确的热环境,特别是 60°C 至 70°C 之间,该装置加速了分子运动。这促进了稀土氢氧化物在硫酸介质中的快速溶解,直接提高了浸出过程。
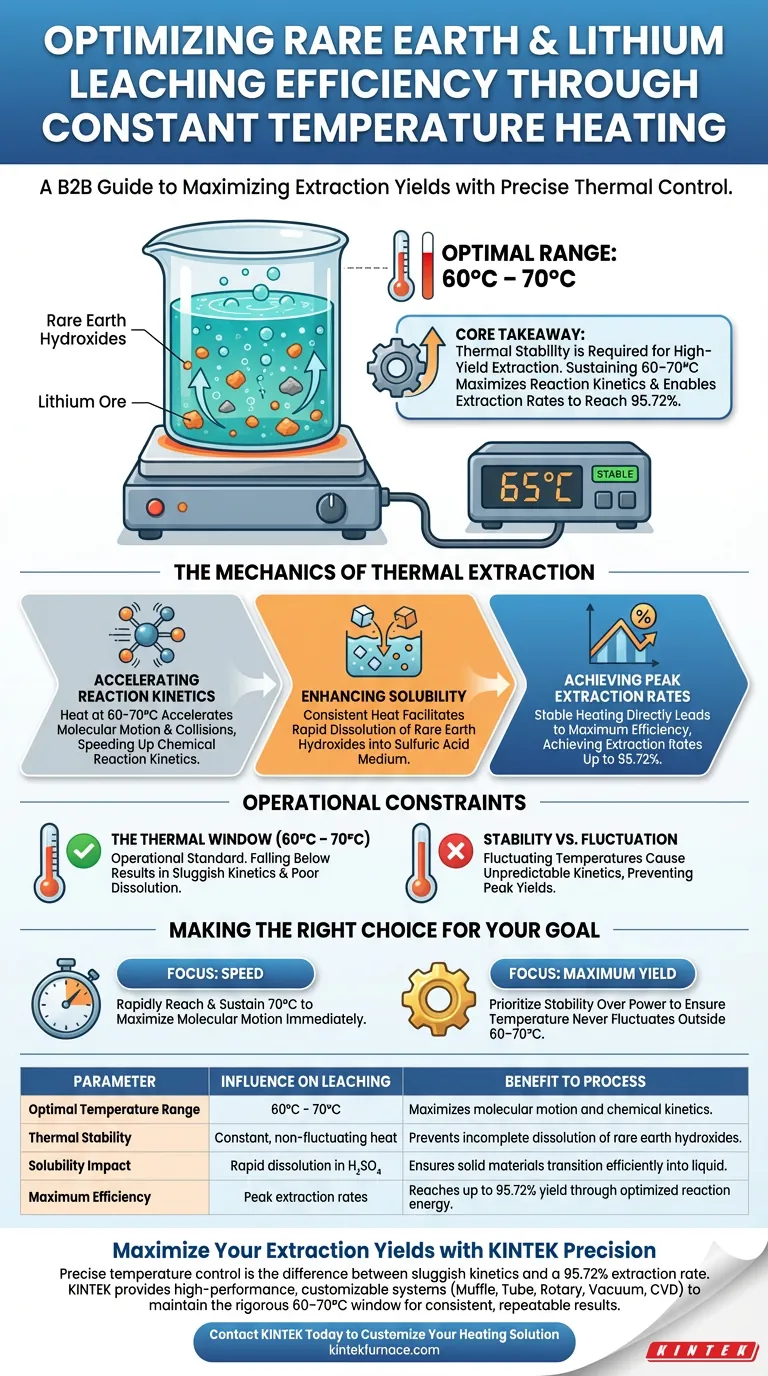
核心要点 热稳定性不仅仅是一个变量,而是高产率萃取的必要条件。通过在最佳的 60–70°C 范围内维持恒定温度,您可以最大化化学反应动力学,使稀土萃取率达到 95.72%。
热萃取的机理
加速反应动力学
加热装置的主要功能是为系统提供能量。将温度维持在 60°C 至 70°C 之间可显著加速分子运动。
这种运动的增加导致溶剂与固体材料之间发生更频繁、更有效的碰撞。因此,化学反应动力学加快,缩短了浸出过程所需的时间。
提高溶解度
加热装置提供的稳定性对于溶解固体至关重要。特别是,它使得稀土氢氧化物能够更快地溶解在硫酸介质中。
如果没有这种持续的热输入,这些氢氧化物的溶解度会降低,导致萃取不完全和整体效率降低。
达到峰值萃取率
该装置影响的最终衡量标准是最终产率。参考数据显示,稳定的加热过程直接导致了高性能。
当热环境得到正确维持时,稀土的萃取率可以达到峰值 95.72%。

理解操作限制
热窗口的必要性
虽然热量是有益的,但 60°C 至 70°C 的特定范围被确定为该过程的操作标准。
低于此范围可能会导致动力学迟缓和氢氧化物溶解不良。该装置的价值完全在于其保持特定窗口而不发生波动的能力。
稳定 vs. 波动
该装置明确描述为“恒温”装置。
如果设备未能保持稳定——允许温度漂移——反应动力学将变得不可预测。这种不一致性将阻止实验达到所引用的 95.72% 萃取能力。
为您的目标做出正确的选择
要复制所述的高效率,您必须将设备设置与矿石的化学要求相匹配。
- 如果您的主要重点是速度:确保您的设备能够快速达到并维持窗口的上限(70°C),以立即最大化分子运动。
- 如果您的主要重点是最大化产率:优先考虑设备的稳定性而不是原始功率,以确保温度不会超出最佳的 60–70°C 范围,从而确保 95.72% 的萃取率。
浸出成功的关键不在于热量的存在,而在于您创造的热环境的精确性和一致性。
摘要表:
| 参数 | 对浸出的影响 | 对过程的好处 |
|---|---|---|
| 最佳温度范围 | 60°C - 70°C | 最大化分子运动和化学动力学。 |
| 热稳定性 | 恒定、无波动的热量 | 防止稀土氢氧化物溶解不完全。 |
| 溶解度影响 | 在 H2SO4 中快速溶解 | 确保固体材料有效过渡到液体介质中。 |
| 最大效率 | 峰值萃取率 | 通过优化的反应能量,产率最高可达 95.72%。 |
使用 KINTEK 精密设备最大化您的萃取产率
精确的温度控制是迟缓的动力学与95.72% 的萃取率之间的区别。在 KINTEK,我们深知您的稀土和锂浸出实验需要绝对的热稳定性。
我们拥有专业的研发和世界一流的制造能力,提供高性能的箱式炉、管式炉、旋转炉、真空炉和 CVD 系统——所有这些都可以完全定制,以维持您特定的矿石化学所需的严格的 60–70°C 窗口。无论您是优化速度还是最大化产率,KINTEK 实验室高温炉都能提供确保一致、可重复结果所需的可靠性。
准备好提升您实验室的效率了吗?
图解指南
参考文献
- Xinglan Li, Jiangfeng Guo. Recovery of rare earths and lithium from rare earth molten salt electrolytic slag by lime transformation, co-leaching and stepwise precipitation. DOI: 10.37190/ppmp/186333
本文还参考了以下技术资料 Kintek Furnace 知识库 .












