在电弧炉中,降低施加的二次电压是废金属初步熔化后采取的关键操作步骤。这样做是为了缩短电弧的长度,防止它们向侧面辐射过多的热量,从而损坏炉壁和炉顶的耐热耐火衬里。
电弧炉操作的核心挑战是在最大熔化功率与炉子本身的物理完整性之间取得平衡。电压降低是控制电弧几何形状以保护设备的主要方法,尤其是在最初的废料堆不再遮挡炉壁之后。
电弧长度和热量的物理学
电弧炉通过使巨大的电流通过石墨电极来熔化钢材,产生强大的电弧跳向金属废料。电弧的特性与施加的电压直接相关。
直接联系:电压与电弧长度
较高的二次电压会产生更长、更稳定的电弧的可能性。可以将其视为将电弧推过更远距离的电“压力”。
相反,降低电压会缩短电弧的最大可能长度。为了维持电弧和所需的电流,控制系统必须将电极物理地降低到更靠近熔池的位置。
结果:热辐射模式
长电弧是强大的能量辐射器。至关重要的是,这种能量的很大一部分是水平和垂直辐射的。
较短的电弧,埋入熔池中,将其大部分能量向下引导到液态钢中。这效率更高,并能保护炉体结构。

熔化周期中的电压控制
对高电压或低电压的需求不是静态的;它会根据熔化过程的阶段发生显著变化。
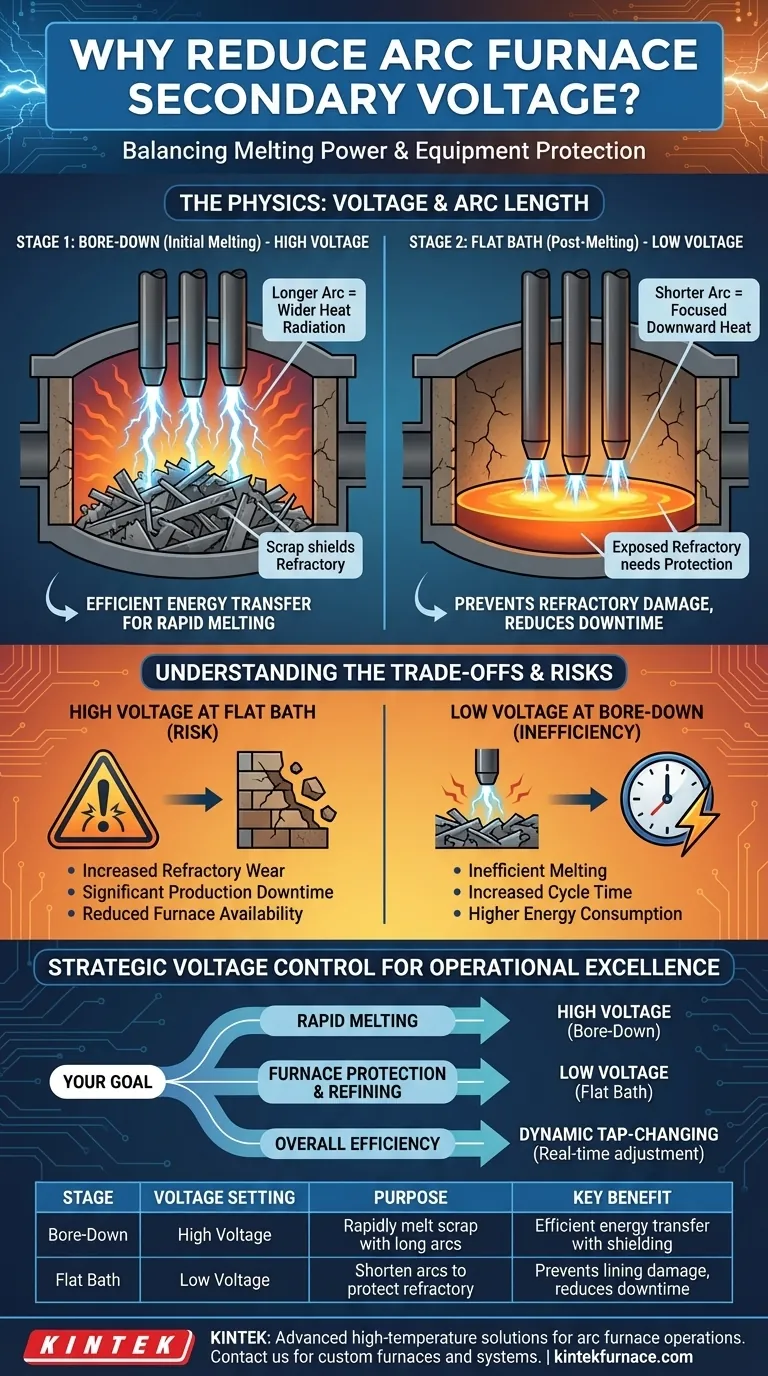
阶段1:钻孔(高电压)
在过程开始时,电极被高高的固体废金属堆包围。
在这个“钻孔”阶段,需要长而强大的电弧。高电压使电弧能够在大面积上高效传输能量,快速熔化废料。周围的废料充当天然屏障,吸收水平热辐射并保护炉壁和炉顶。
阶段2:平炉(低电压)
一旦废料堆熔化成液态池,情况就完全改变了。这被称为“平炉”状态。
没有废料的遮挡,炉壁和炉顶现在直接暴露在电弧的辐射下。在此阶段,长而高压的电弧将是灾难性的,会迅速侵蚀昂贵的耐火衬里。
因此,操作员通过切换到较低的二次抽头来降低电压。这迫使电极更靠近熔池,产生一个较短的电弧,该电弧“起泡”或浸没在炉渣中,将热量向下引导到需要的地方。
理解权衡
选择正确的电压是为了管理相互竞争的操作优先级。在错误的时间做出错误的选择会带来明显的代价。
错误时间高电压的风险
在平炉阶段使用长电弧是耐火材料过早磨损的主要原因。这直接导致:
- 耐火材料维修的维护成本增加。
- 维修期间生产停机时间显著。
- 炉子可用性降低和整体工厂吞吐量下降。
错误时间低电压的低效率
在最初的钻孔阶段使用低电压和短电弧将是低效的。电弧的功率不足以有效熔化大量废料,从而显著增加完成周期所需的时间和能量。
控制系统自动管理电极位置以维持目标电流,但电压抽头选择是决定电弧基本行为的战略决策。
为您的目标做出正确选择
您的电压策略必须与炉子周期的特定阶段保持一致,以最大限度地提高效率和设备寿命。
- 如果您的主要重点是快速初始熔化:在钻孔阶段使用高压抽头,利用长而强大的电弧,同时废料遮挡炉壁。
- 如果您的主要重点是炉子保护和最终精炼:一旦达到平炉状态,立即切换到较低电压抽头,以产生短而集中的电弧,保护耐火材料。
- 如果您的主要重点是整体卓越运营:实施动态抽头切换配置文件,根据实时条件和熔化阶段自动调整电压。
最终,掌握电压控制是安全、高效、盈利地运营电弧炉的基础。
总结表:
| 阶段 | 电压设置 | 目的 | 主要优点 |
|---|---|---|---|
| 钻孔(初始熔化) | 高电压 | 用长电弧快速熔化废料 | 废料屏蔽下的高效能量传输 |
| 平炉(熔化后) | 低电压 | 缩短电弧以保护耐火材料 | 防止炉衬损坏,减少停机时间 |
使用 KINTEK 先进的高温解决方案升级您的电弧炉操作!凭借卓越的研发和内部制造,我们提供根据您的需求量身定制的马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们深度定制的能力确保您的独特需求得到精确满足。立即联系我们,以提高效率并保护您的设备!
图解指南