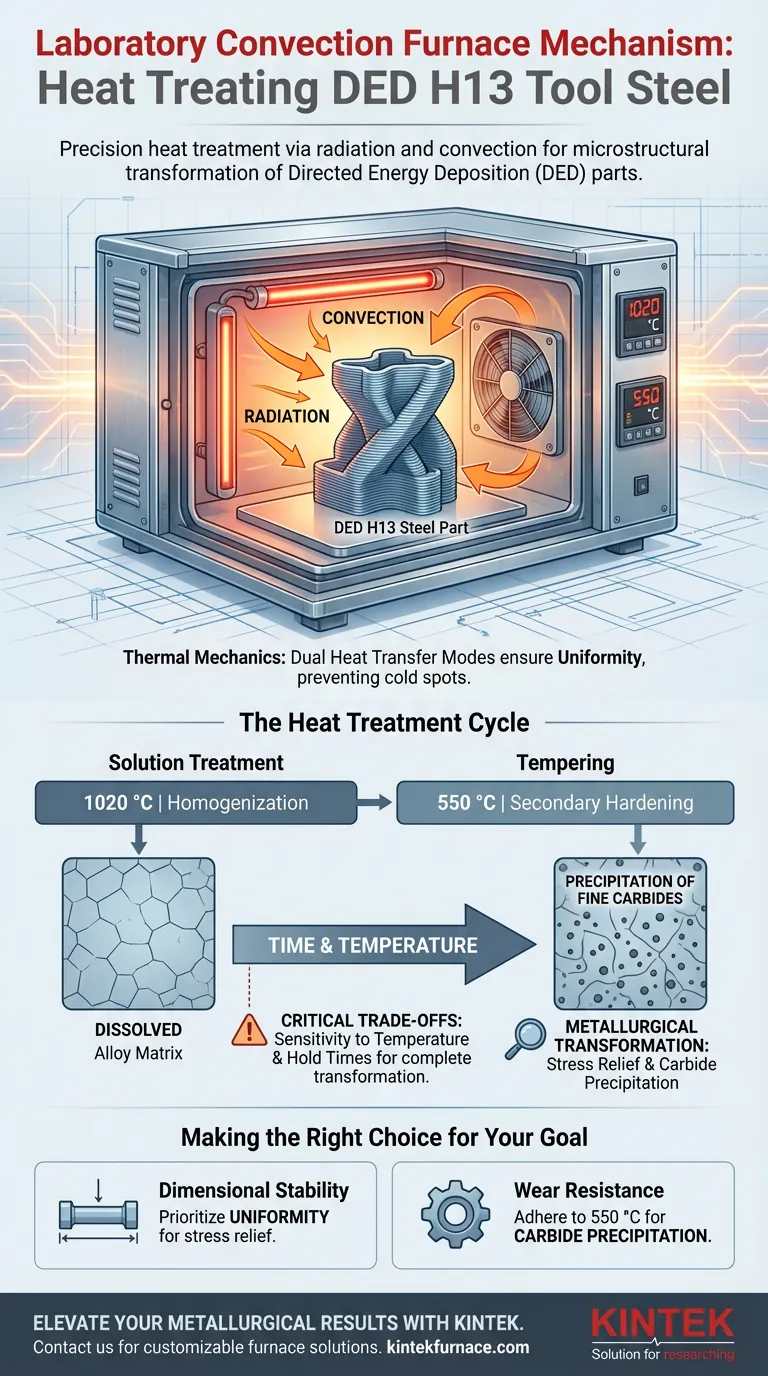
实验室对流炉的主要工作原理是通过辐射和对流的结合来建立严格控制的高温环境。 对于通过定向能量沉积 (DED) 生产的 H13 工具钢,该炉执行精确的热循环——具体为在 1020 °C 下进行固溶处理,在 550 °C 下进行回火——以确保整个部件的均匀加热。
虽然物理机制涉及热传递,但功能目的是冶金转变。炉子促进过饱和马氏体基体中析出细小碳化物,这是消除残余应力和激活二次硬化的关键步骤。
炉子的热力学原理
双重传热模式
实验室炉利用两种不同的物理原理来加热 H13 钢。辐射将热量直接从加热元件传递到样品表面,这在高温下很有效。
同时,对流在炉腔内循环加热的空气或气体。这确保热量能够渗透到 DED 部件中常见的复杂几何形状,防止纯辐射加热可能遗漏的冷点。
确保热均匀性
均匀性是该机制的关键输出。由于逐层构建过程,DED 部件通常具有各向异性(方向依赖性)的特性。
对流炉通过将样品包裹在一致的热场中来缓解这种情况。这确保了下面描述的微观结构变化在整个钢材体积中均匀发生。
DED H13 钢的微观结构转变
固溶处理的作用
该机制的第一阶段涉及将钢材保持在 1020 °C。在此温度下,炉子环境允许进行固溶处理。
此步骤通过使钢基体内的合金元素均匀化来制备微观结构,为后续的硬化阶段奠定基础。
回火的作用
固溶处理后,炉子用于在 550 °C 下进行回火。该特定温度点对 H13 工具钢至关重要。
正是在此阶段触发了“二次硬化”效应。炉子保持此温度,使材料稳定成更坚硬、更耐用的状态,适合工业使用。
细小碳化物的析出
炉子促进的最复杂的机制是钢基体的转变。热处理迫使细小碳化物从过饱和的马氏体基体中析出。
在 DED 的背景下,由于打印过程中的快速冷却,材料的初始结构是过饱和的。炉子解锁了这种结构,释放碳化物来增强钢材。
应力消除
DED 工艺由于制造过程中的快速热循环而固有地引入了高残余应力。
对流炉充当应力消除室。通过保持受控的热量,它允许钢材的内部晶格结构松弛,从而降低最终部件开裂或变形的风险。
理解权衡
对温度波动的敏感性
该机制完全依赖于精度。如果炉子偏离 1020 °C 或 550 °C 的目标温度,微观结构优势将受到损害。
不准确的温度可能导致碳化物析出不完全或未能消除残余应力,从而导致 DED 部件结构不稳定。
时间-温度依赖性
这不是一个瞬时过程。炉子机制需要特定的保温时间,以允许热量通过对流完全渗透到部件中。
仓促进行此过程会抵消均匀性的好处,尤其是在较厚或较密的 DED 部件中,这些部件的热量传递到核心需要更长时间。
为您的目标做出正确的选择
为了最大限度地利用实验室对流炉处理 H13 DED 部件的效用,请专注于您的特定冶金目标:
- 如果您的主要关注点是尺寸稳定性:优先考虑对流机制的均匀性,以确保完全消除残余应力,防止未来发生翘曲。
- 如果您的主要关注点是耐磨性:确保严格遵守 550 °C 的回火设定点,以最大程度地析出细小碳化物并实现完全二次硬化。
精确的热控制是连接原材料打印件和工业级工具的桥梁。
摘要表:
| 热处理阶段 | 温度设定点 | 关键机制 | 冶金结果 |
|---|---|---|---|
| 固溶处理 | 1020 °C | 均匀化 | 将合金元素溶解到基体中 |
| 回火 | 550 °C | 二次硬化 | 马氏体中细小碳化物的析出 |
| 热传递 | 可变 | 辐射和对流 | 确保均匀加热并防止冷点 |
| 应力消除 | 连续 | 晶格松弛 | 减轻 DED 工艺产生的残余应力 |
通过 KINTEK 提升您的冶金成果
在处理定向能量沉积生产的 H13 工具钢时,精度是不可妥协的。KINTEK 提供实现完美微观结构转变和应力消除所需的先进热技术。
我们拥有专家研发和世界一流的制造支持,提供全面的实验室解决方案,包括:
- 马弗炉和管式炉,用于超精确气氛控制。
- 真空和化学气相沉积系统,用于高纯度热循环。
- 旋转和定制高温炉,可根据您特定的 DED 后处理需求量身定制。
准备好将您的 3D 打印部件转化为工业级工具了吗?立即联系我们,找到您的定制炉解决方案。
图解指南
参考文献
- A Comparative Study of Directed Energy Deposition‐Arc and Casting: Enhancing Mechanical and Thermal Properties of Hot‐Work Tool Steels. DOI: 10.1002/srin.202500424
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















