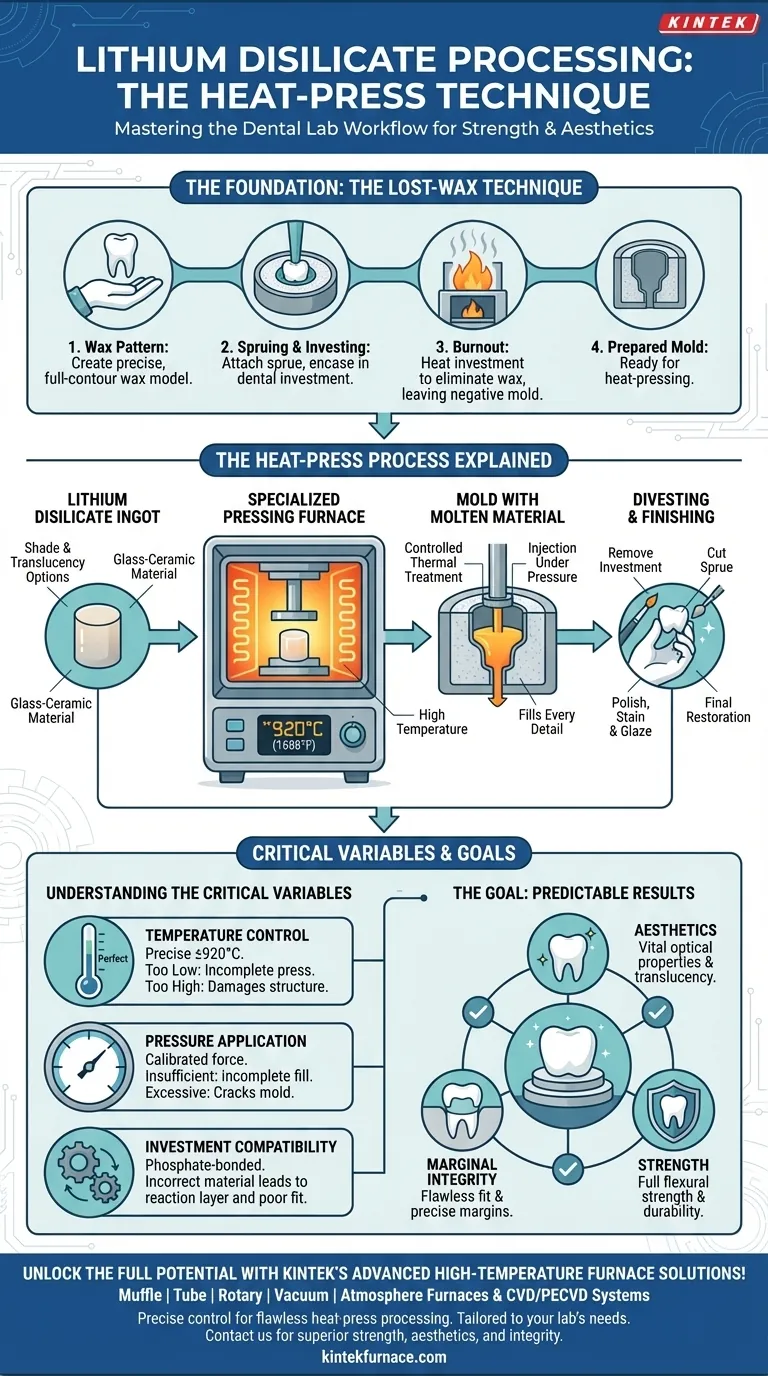
在牙科实验室中,加工二硅酸锂主要采用专业的热压技术。该方法涉及在一个炉子中熔化预制的玻璃陶瓷材料锭块,然后将熔融材料压入使用传统失蜡技术制作的模具中。这确保了最终修复体能够精确捕捉所需的形状,同时形成其标志性的强度和美学特性。
热压过程不仅仅是一种塑造二硅酸锂的方法;它是一种受控的热处理,旨在保持材料精确的晶体结构,这是其独特的强度和光学半透明性组合的来源。
基础:失蜡技术
整个压制过程建立在失蜡技术之上,这是一种在从珠宝制作到金属铸造等领域被信任了几个世纪的方法。它允许创建最终修复体的高度精细的一比一负模。
第一步:蜡型制作
技师首先使用特殊的牙科蜡来制作最终牙冠、贴面或嵌体的精确、全轮廓模型。这个“蜡型”是预期结果的物理表示,其解剖结构、边缘和接触点必须是完美的。
第二步:浇道连接和包埋
一根称为浇道的蜡制通道被连接到蜡型上。然后将整个组件放置在一个金属圈内,并用一种称为牙科包埋料的石膏状材料包裹起来。一旦包埋料硬化,该金属圈就会被放入炉中将蜡烧除,留下一个修复体和浇道通道的完美负模。

热压工艺详解
准备好负模后,就可以开始二硅酸锂的特定加工过程了。这是专业设备和精确控制对成功至关重要的地方。
二硅酸锂锭块
原材料是被称为“锭块”的预结晶的二硅酸锂玻璃陶瓷圆柱体。这些锭块以各种色调和透明度等级(例如,高透明度、低透明度)制造,以匹配不同的临床需求。
压制炉
将包埋模具和选定的二硅酸锂锭块放入一个专用的压制炉中。该设备将两者加热到特定的高温——通常在 920°C (1688°F) 左右。在此温度下,锭块会软化成粘稠的、可压制的稠度。
压力下的注入
一旦材料达到正确的粘度,炉内的陶瓷或氧化铝柱塞就会施加压力。这会将熔融的玻璃陶瓷从锭块中压出,沿着浇道通道,并注入负模的每一个精细细节中。
取出和精加工
在受控的冷却循环后,将包埋圈从炉中取出。技师小心地敲掉包埋材料——这个过程称为“取出”——以显露出被压制的陶瓷修复体。切除浇道,然后对修复体进行精加工和抛光。通常,它会在单独的瓷炉中进行最终的染色和上釉循环,以增加表面特征和逼真的光泽。
理解关键变量
压制二硅酸锂修复体的成功并非偶然。它完全取决于对关键变量的细致控制,其中轻微的偏差都可能影响最终结果。
为什么温度控制至关重要
提到“精确的温度控制”是至关重要的。如果炉温过低,锭块将无法正常流动,导致压制不完全和边缘不密合。如果温度过高,可能会损害材料的晶体微观结构,从而降低其强度并对其光学特性和色调产生负面影响。
压力的重要性
柱塞施加的压力必须正确校准。压力不足会导致模具填充不完全,类似于低温。过大的压力可能会在陶瓷中引入应力,甚至导致包埋模具破裂,从而造成不准确和变形的修复体。
包埋材料的兼容性
包埋材料必须与二硅酸锂在化学上兼容,并且通过磷酸盐粘合,以承受高温而不降解。不正确的包埋材料可能会与陶瓷表面发生反应,形成难以去除并影响修复体就位的反应层。
目标:可预测的美学和强度
遵循严格的加工方案是将二硅酸锂的内在潜力转化为临床上成功的修复体的实验室方式。
- 如果您的主要重点是最大的美学效果: 选择正确的锭块透明度并确保精确的温度控制对于保持材料重要的光学特性至关重要。
- 如果您的主要重点是边缘完整性: 完美的蜡型和完全受控的压制是不可或缺的,以确保熔融陶瓷完全填充模具,实现完美贴合。
- 如果您的主要重点是临床强度: 按照制造商的规格进行正确加工是确保材料发挥其全部抗折强度以实现长期耐用性的唯一途径。
掌握这种对技术敏感的过程,是释放这种卓越牙科材料全部临床潜力的基础。
总结表:
| 工艺步骤 | 关键细节 | 关键变量 |
|---|---|---|
| 失蜡技术 | 制作蜡型、浇道和包埋模具以实现精确形状 | 蜡型的准确性和包埋材料的兼容性 |
| 热压工艺 | 在约 920°C 下熔化锭块,在压力下注入模具 | 温度控制、压力校准、材料流动 |
| 精加工 | 取出、切除浇道、抛光和上釉以获得最终美学效果 | 小心操作以避免损坏并确保表面质量 |
使用 KINTEK 先进的高温炉解决方案,释放您牙科实验室中二硅酸锂的全部潜力! 我们的马弗炉、管式炉、旋转炉、真空与气氛炉以及 CVD/PECVD 系统专为精确的温度控制和可靠的性能而设计,确保完美的热压加工。凭借深度的定制功能,我们根据您独特实验和生产需求定制设备,帮助您在每件修复体中实现卓越的强度、美学和边缘完整性。立即联系我们,讨论如何提高您实验室的效率和成果!
图解指南