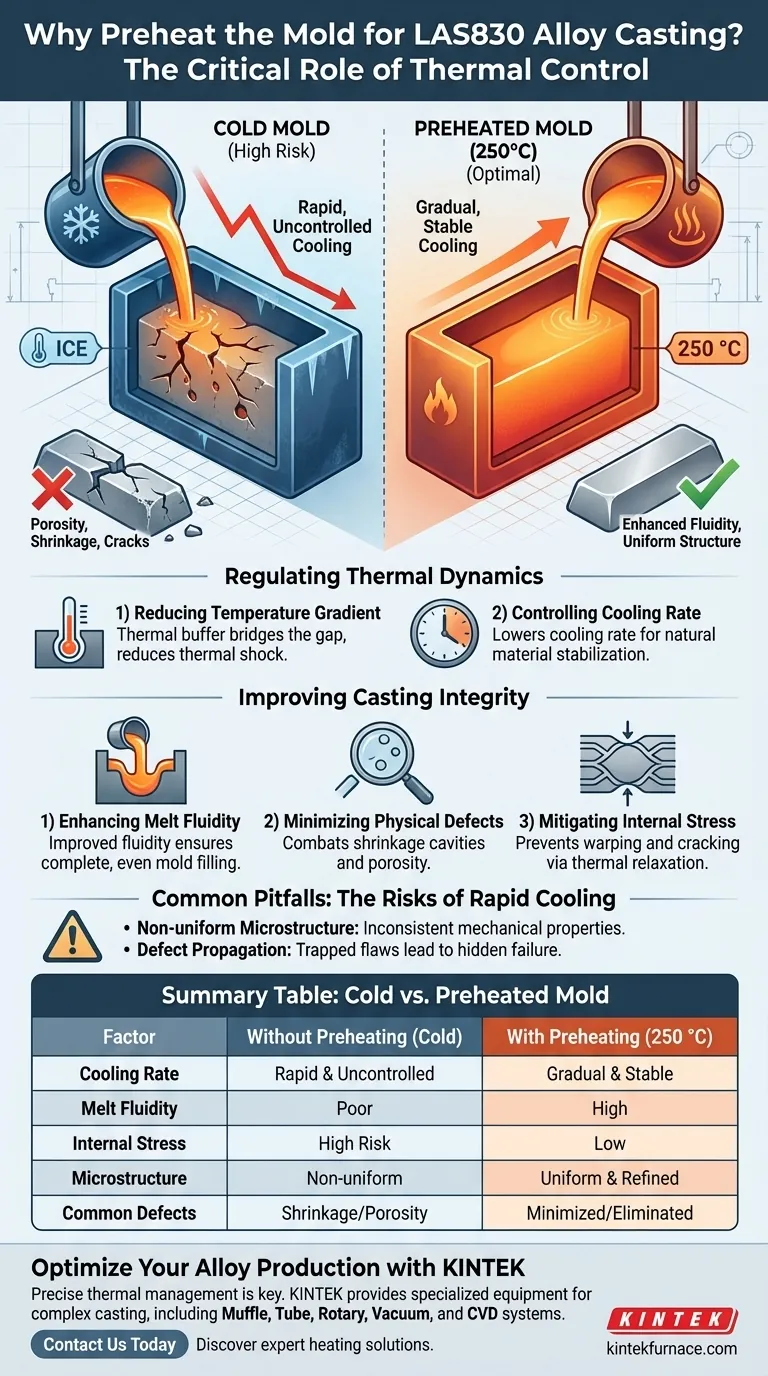
预热模具是成功铸造 Mg-8Li-3Al-0.3Si (LAS830) 合金锭的关键要求。通过将模具温度升高至通常的 250 °C,可以弥合容器和熔融金属之间的热量差异,这是防止凝固过程中结构失效的主要手段。
通过减小熔体和模具之间的温差,预热可显著降低冷却速率。这种热控制是提高流动性、最小化内部应力和缺陷以及保证最终合金坯料微观结构均匀性的最有效方法。
调节热动力学
减小温度梯度
当熔融金属进入冷模具时,温差极大。这种冲击会导致快速、不受控制的热量传递。
将模具预热至 250 °C 可起到热缓冲作用。它降低了液态合金接触模具壁时温度骤降的剧烈程度。
控制冷却速率
铸锭的质量通常取决于其冻结的速度。冷模具会迫使金属过快地凝固。
通过预热,您可以有意地降低冷却速率。这提供了一个从液态到固态的更平稳的过渡,使材料能够自然稳定。

提高铸件完整性
提高熔体流动性
为了使 LAS830 合金形成合格的铸锭,金属必须在冻结前顺畅地流入模具的每个部分。
预热的模具可以使金属温度保持稍长的时间。这种改善的熔体流动性可确保模具被完全且均匀地填充。
最小化物理缺陷
快速冷却通常会捕获气体或留下空隙,因为金属收缩不均匀。
预热直接有助于防止缩孔和气孔缺陷的形成。通过保持缓慢而稳定的冷却,金属可以更有效地填充收缩区域。
减轻内部应力
当合金冷却不均匀或过快时,材料内部会产生内力。
预热允许在凝固过程中进行弛豫,显著降低内部热应力。这可以防止铸锭在从模具中取出后开裂或翘曲。
常见陷阱:快速冷却的风险
虽然预热增加了工艺步骤,但跳过预热会带来严重的质量风险,这些风险会抵消节省的时间。
效率与质量的权衡
如果您试图将 LAS830 铸入冷模具以节省时间,您将大大增加废品率。由此产生的微观结构可能不均匀,导致铸锭的机械性能不一致。
缺陷传播
没有 250 °C 模具的热缓冲作用,快速凝固前沿会将缺陷捕获在铸锭深处。这些内部缺陷通常在加工或使用中发生故障之前都未被发现。
为您的目标做出正确选择
为了获得高质量的 LAS830 铸锭,您必须将模具温度视为一个与合金成分本身同等重要的变量。
- 如果您的主要关注点是结构完整性:预热是消除会削弱金属强度的气孔和缩孔的必要条件。
- 如果您的主要关注点是材料一致性:将模具保持在 250 °C,以确保冷却速率产生贯穿整个坯料的均匀微观结构。
掌握模具温度是将不稳定的铸造过程转变为可靠制造程序的最简单方法。
总结表:
| 因素 | 未预热(冷模具) | 预热(250 °C) |
|---|---|---|
| 冷却速率 | 快速且不受控制 | 缓慢且稳定 |
| 熔体流动性 | 差,导致填充不完整 | 高,确保均匀分布 |
| 内部应力 | 开裂/翘曲风险高 | 低,允许热弛豫 |
| 微观结构 | 不均匀且不一致 | 均匀且精细 |
| 常见缺陷 | 缩孔和气孔 | 最小化或消除 |
通过 KINTEK 优化您的合金生产
精确的热管理是区分失败的铸锭和高性能材料的关键。KINTEK 提供掌握 LAS830 和其他先进合金复杂铸造过程所需的专用设备。
我们拥有专业的研发和制造支持,提供全面的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,以及其他高温实验室炉——所有这些都可以完全定制,以满足您独特的冶金需求。
准备好消除铸造缺陷并提高材料一致性了吗? 立即联系我们,了解我们的专业加热解决方案如何改变您实验室的制造流程。
图解指南
参考文献
- Changzhen Jia, Pengcheng Tian. Microstructure and Mechanical Properties of Mg-8Li-3Al-0.3Si Alloy Deformed Through a Combination of Back-Extrusion and Spinning Process. DOI: 10.3390/ma18020417
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















