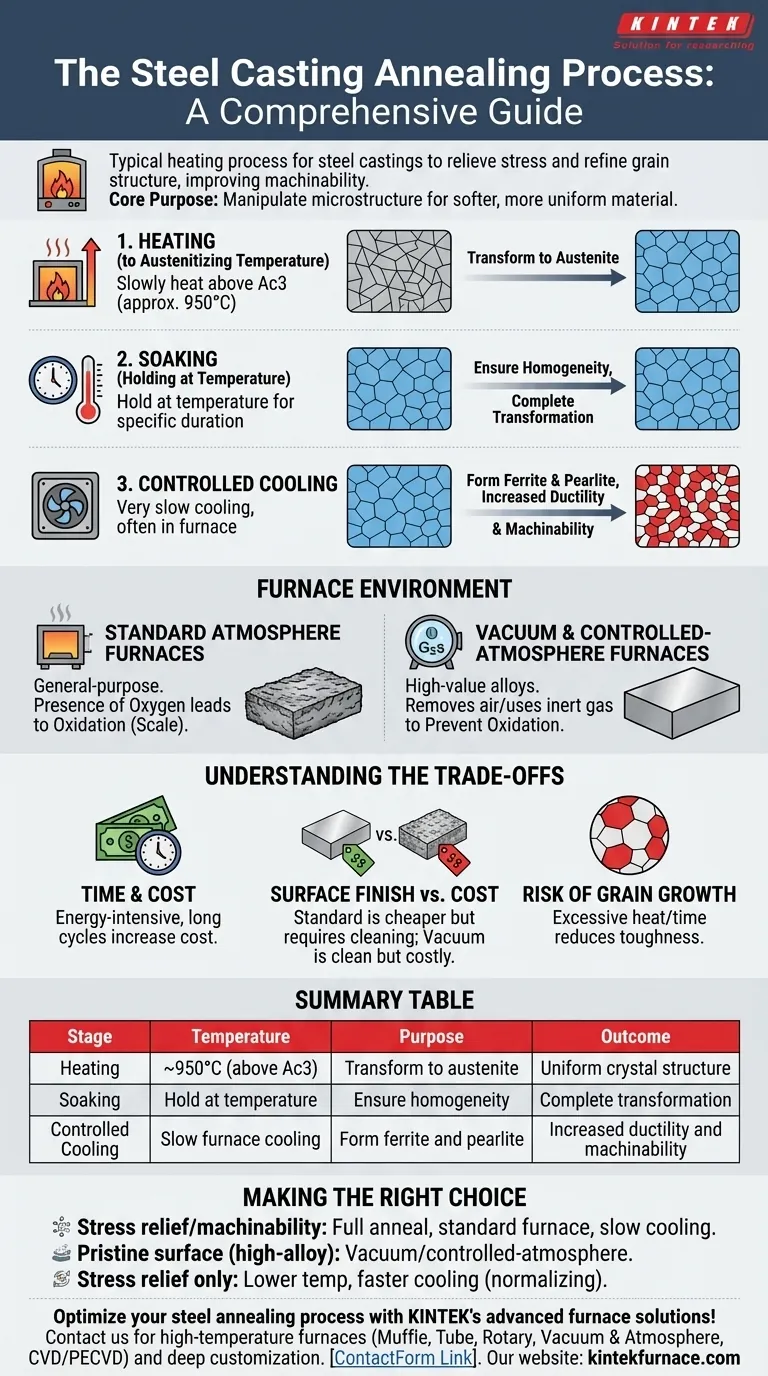
典型的退火加热工艺是钢铸件的一种三阶段冶金处理,包括将材料加热到特定温度、在该温度下保持一段时间,然后以受控方式冷却。对于许多普通钢材,这涉及加热到大约950°C,以将内部晶体结构转变为称为奥氏体的均匀状态。此过程对于消除内部应力并细化铸件的晶粒结构至关重要。
退火的核心目的不仅仅是加热金属,而是精确地操控其内部微观结构。目标是通过制造更柔软、更均匀的材料状态来消除应力、增加延展性并改善机械加工性。
钢铸件退火的三大核心阶段
退火过程可分为三个独立而关键的阶段。每个阶段都具有特定的冶金目的。
阶段1:加热至奥氏体化温度
第一步是将钢铸件缓慢而均匀地加热到其上临界转变点(Ac3)以上的温度。这是钢的铁素体和珠光体结构完全转变为奥氏体(一种均匀固溶体)的温度。
通常,此温度会设定在奥氏体形成温度之上100-200°C,对于许多常见的合金钢而言,此温度约为950°C。
阶段2:保温(在温度下保持)
一旦达到目标温度,铸件将“保温”或在该温度下保持特定持续时间。此阶段的目标是确保整个铸件(即使是最厚的部分)温度均匀。
此保温期可使奥氏体转变完全完成,并使化学成分变得均匀。确切的时间取决于铸件的厚度和钢的具体合金成分。
阶段3:控速冷却
最后一个也是最关键的阶段是冷却。对于完全退火,铸件会非常缓慢地冷却,通常只需关闭炉子并让其与零件一起冷却。
这种缓慢的冷却速率允许奥氏体重新转变为柔软、粗大的铁素体和珠光体微观结构。这种精炼的结构赋予了退火钢高延展性和改进的机械加工性。更快的冷却,例如在空气中冷却,会导致另一种称为正火的过程,它也能消除应力,但会产生更硬的材料。

炉内环境的作用
退火过程中炉内的气氛对最终产品,特别是其表面状况,有显著影响。
标准气氛炉
大多数通用退火在标准箱式炉中进行。虽然有效,但在高温下氧气的存在会导致氧化,在铸件表面形成一层氧化皮。这种氧化皮通常需要随后通过喷砂或机械加工等工艺去除。
真空和可控气氛炉
对于像不锈钢或钛合金这样的高价值合金,或者对表面要求严苛的零件,会使用真空或可控气氛炉。
真空炉中的过程涉及在加热前去除所有空气。保温后,零件用非反应性惰性气体或其他受控方法冷却。这完全防止了氧化和表面污染,从而保持了材料的表面完整性。
了解权衡
尽管至关重要,退火过程并非没有需要考虑的因素。了解这些权衡是做出明智工程决策的关键。
时间和成本
退火是一种高能耗过程。长时间的加热、保温,尤其是缓慢冷却,意味着炉子长时间被占用,这显著增加了零件的最终成本。
表面光洁度与成本
使用标准炉成本较低,但需要进行二次操作以去除氧化皮。真空或可控气氛工艺可直接从炉中获得干净的零件,但运行成本要高得多。
晶粒长大风险
如果保温温度过高或保温时间过长,奥氏体晶粒可能会开始过度长大。这种过度晶粒长大可能是有害的,会降低材料的韧性和冲击强度。
为您的目标做出正确选择
选择正确的退火参数完全取决于材料和最终零件的预期结果。
- 如果您的主要关注点是标准碳钢铸件的应力消除和机械加工性:在标准炉中进行完全退火,然后缓慢炉冷是最常见且经济高效的方法。
- 如果您的主要关注点是高合金钢或不锈钢的原始表面光洁度:必须使用真空或可控气氛炉以防止氧化并获得清洁、无污染的零件。
- 如果您的主要关注点只是消除焊接或铸造产生的内部应力:较低温度的应力消除退火或更快的空冷工艺(正火)可能是更有效的解决方案。
最终,掌握退火工艺就是精确控制温度、时间和气氛以获得所需的材料微观结构。
摘要表:
| 阶段 | 温度 | 目的 | 结果 |
|---|---|---|---|
| 加热 | ~950°C(高于Ac3) | 转变为奥氏体 | 均匀晶体结构 |
| 保温 | 保持在目标温度 | 确保均匀性 | 完全转变 |
| 控速冷却 | 缓慢炉冷 | 形成铁素体和珠光体 | 提高延展性和机械加工性 |
利用 KINTEK 的先进炉解决方案优化您的钢材退火工艺!凭借卓越的研发和内部制造能力,我们为各种实验室提供高温炉,如马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们深入的定制能力确保与您独特的实验需求精确对齐,提高效率和材料质量。立即联系我们,讨论我们如何支持您的目标!
图解指南