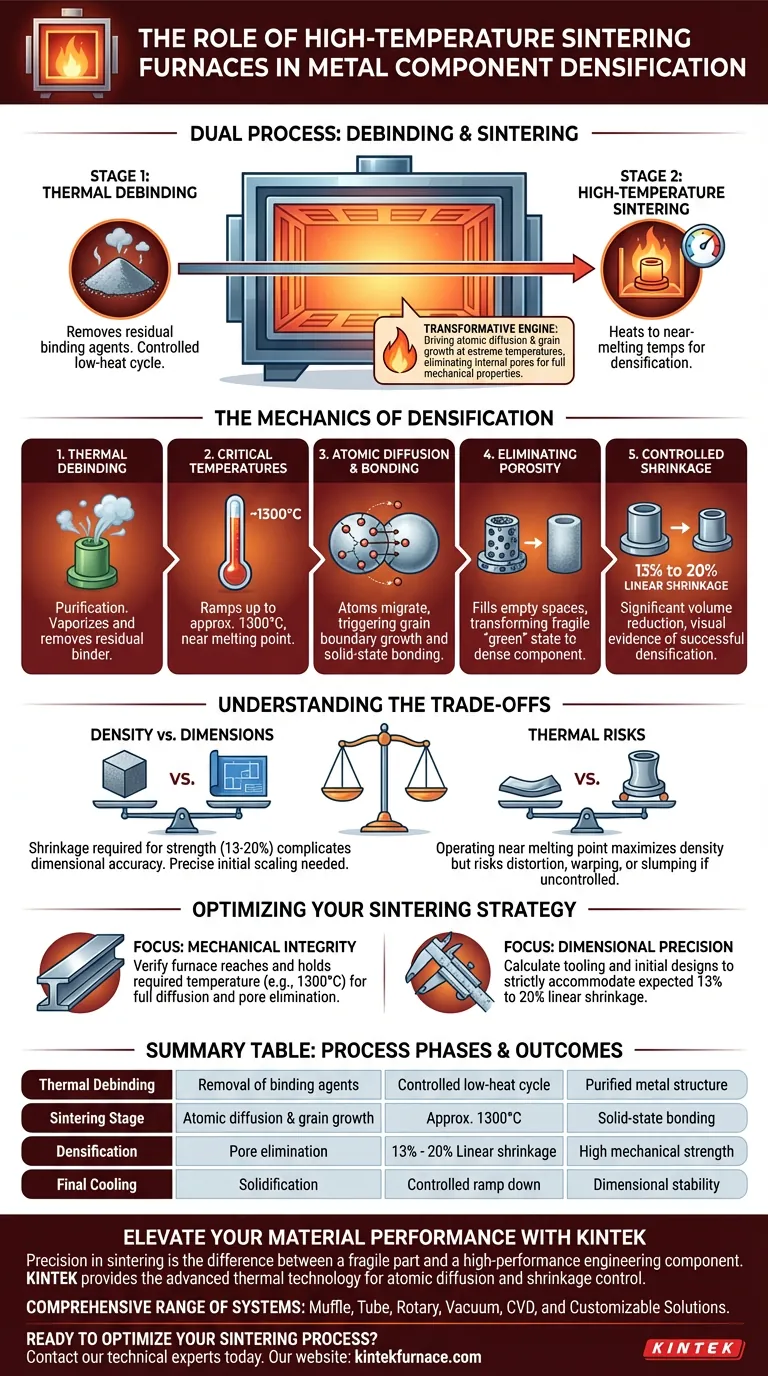
高温烧结炉是实现转化的引擎,负责将松散结合的金属粉末转化为坚固、高性能的部件。它执行一个双重过程:首先通过热脱脂去除残留的粘合剂,然后将材料加热到接近熔点的温度,使颗粒熔合在一起形成致密的整体。
通过在极端温度下驱动原子扩散和晶粒生长,烧结炉迫使材料收缩高达 20%,消除内部孔隙,从而实现金属的全部机械性能。
致密化的机理
热脱脂
在最终致密化发生之前,部件必须得到净化。炉子首先启动热脱脂循环。
此阶段通过施加受控的热量来汽化和去除先前用于将金属粉末固定成型的任何残留粘合剂。
达到临界温度
一旦去除粘合剂,炉子会将温度升高到极端水平。
对于许多常见合金,温度会升高到大约1300°C。这个特定的加热水平使金属颗粒接近其熔点,但又不会将其变成液体。
原子扩散和键合
在这些高温下,金属粉末颗粒会发生物理转变。
热能触发了扩散,导致原子迁移到相邻颗粒的边界。这种迁移促进了晶界生长,在原子层面有效地将单个颗粒焊接在一起。
消除孔隙
随着扩散的发生,原始粉末颗粒之间的空隙(孔隙)被填充。
这些孔隙的消除是将部件从脆弱的“绿色”状态转变为能够承受结构载荷的致密金属部件的关键。
受控收缩
孔隙空间的消除导致部件的物理体积显著减小。
在此过程中,操作员可以预期线性收缩率为 13% 至 20%。这种收缩是材料已成功致密的视觉证据。

理解权衡
密度与尺寸的平衡
高温烧结中的主要权衡在于实现完全致密化与保持尺寸精度之间。
虽然13% 至 20% 的线性收缩率对于强度是必需的,但它给制造带来了复杂性。必须精确地放大初始设计以适应这种收缩,否则最终部件将超出公差。
热风险
在接近熔点操作可以最大化密度,但存在变形的风险。
如果温度控制不精确,或者部件支撑不当,金属可能会软化过度。在结构完全固化之前,这可能导致部件因自身重量而翘曲或下垂。
优化您的烧结策略
为确保您的部件满足其性能标准,请考虑以下有关炉子操作的建议:
- 如果您的主要重点是机械完整性:验证炉子是否达到并保持所需的特定温度(例如 1300°C),以确保完全扩散和孔隙的完全消除。
- 如果您的主要重点是尺寸精度:计算您的模具和初始设计,以严格适应预期的 13% 至 20% 的线性收缩率。
烧结炉不仅仅是一个加热器;它是粉末成为真正的工程材料的关键环境。
总结表:
| 工艺阶段 | 主要操作 | 关键温度/指标 | 结果 |
|---|---|---|---|
| 热脱脂 | 去除粘合剂 | 受控低温循环 | 净化的金属结构 |
| 烧结阶段 | 原子扩散和晶粒生长 | 约 1300°C | 固态键合 |
| 致密化 | 消除孔隙 | 13% - 20% 线性收缩 | 高机械强度 |
| 最终冷却 | 固化 | 受控降温 | 尺寸稳定性 |
通过 KINTEK 提升您的材料性能
烧结的精度决定了脆弱部件与高性能工程部件的区别。KINTEK 提供掌握原子扩散和收缩控制所需的先进热技术。
凭借专业的研发和世界一流的制造支持,我们提供全面的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统。无论您需要标准的实验室高温炉还是根据您独特的冶金要求量身定制的全定制化解决方案,KINTEK 都能确保您的部件实现最大的密度和结构完整性。
准备好优化您的烧结工艺了吗? 立即联系我们的技术专家,找到适合您应用的完美炉子。
图解指南
参考文献
- Tobias Rosnitschek, Stephan Tremmel. Dimensional Accuracy and Mechanical Characterization of Inconel 625 Components in Atomic Diffusion Additive Manufacturing. DOI: 10.3390/applmech5020022
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















