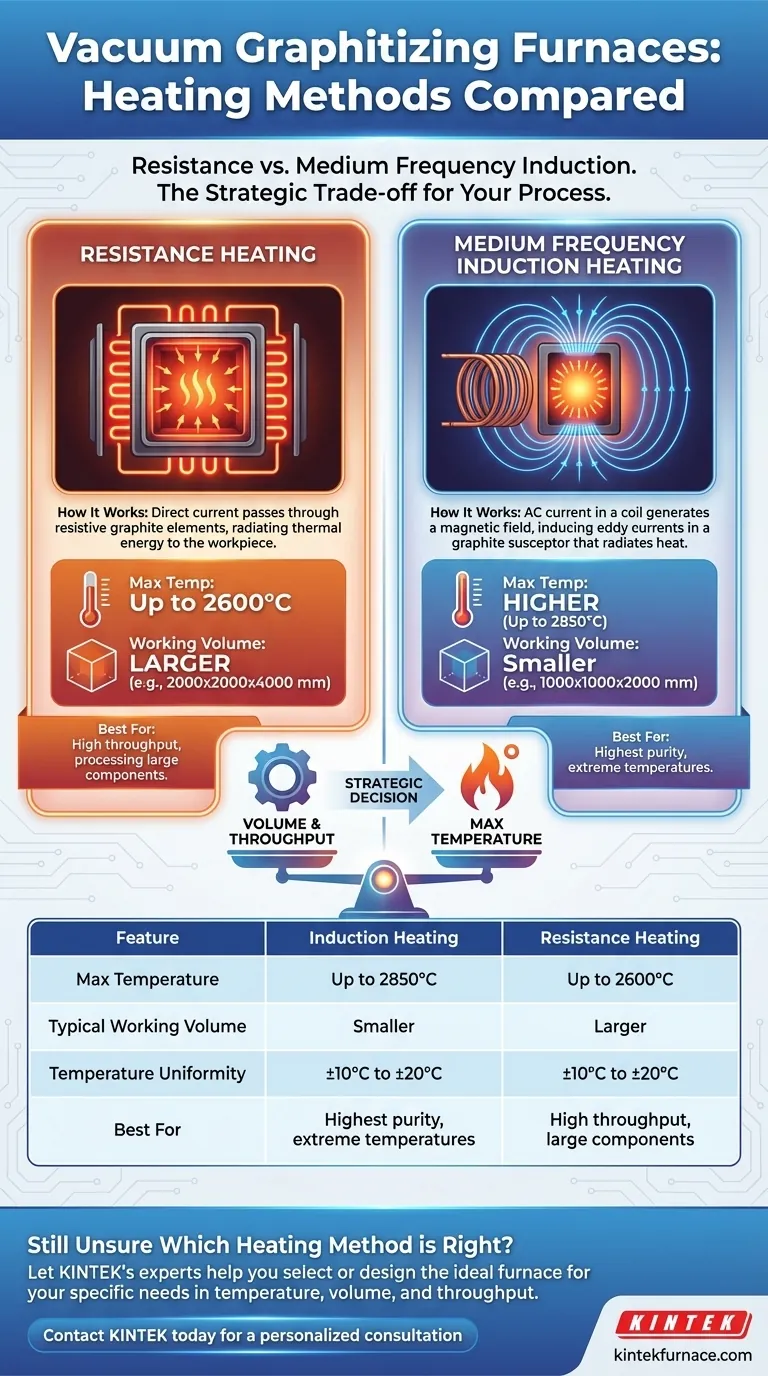
从本质上讲,真空石墨化炉可以配备两种主要的加热方法之一。选择取决于具体的配置和操作要求,主要权衡最高温度和工作容积的大小。这两种方法是中频感应加热和电阻加热。
加热方法之间的核心决策是一个战略性决策:感应加热可达到更高的最高温度,使其成为最苛刻的石墨化工艺的理想选择;而电阻加热则可实现显著更大的炉体容积,优先考虑吞吐量和大型部件的加工。
每种加热方法的工作原理
要理解其中的权衡,您必须首先了解每种方法在真空环境中产生热量的基本原理。两者都有效,但它们实现目标的方式截然不同。
电阻加热
电阻加热是一种直接而稳健的方法。它通过使大电流流过由高电阻材料(通常是石墨)制成的加热元件来工作。
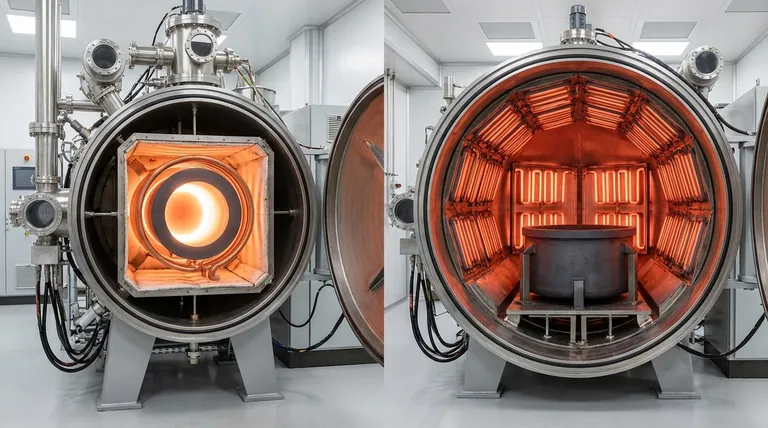
这些石墨元件布置在炉子的“热区”周围,包围着待加工材料。当电流流过它们时,它们会因焦耳效应而发热,并将热能辐射到工件和容纳工件的石墨坩埚。
中频感应加热
感应加热是一种利用电磁学的间接方法。高频交流电通过铜线圈,该线圈通常位于真空室外部或在内部进行水冷。
该线圈产生强大且快速变化的磁场。磁场穿透炉体并在热区内的石墨感应体或马弗炉中感应出强大的涡流。正是这个石墨感应体强烈发热,进而将热量辐射到待加工材料。
主要区别:正面比较
虽然两种方法都能达到石墨化所需的高温,但参考文献强调了它们在性能规格上的关键差异,这些差异直接影响它们对不同应用的适用性。
最高温度
感应加热在峰值温度能力方面具有明显优势。使用此方法的炉子最高可达 2850°C。
电阻加热虽然仍能达到极高的温度,但通常最高温度略低,为 2600°C。这种差异对于特定的先进材料工艺可能至关重要。
可用工作容积
这是电阻加热的优势所在。电阻加热炉可以建造非常大的工作区,例如可达到 2000x2000x4000 毫米。
感应加热系统,由于产生均匀磁场的物理原理,通常限于较小的工作容积,例如 1000x1000x2000 毫米或更小。
温度均匀性
两种方法都提供出色的温度均匀性,这对于一致的材料性能至关重要。
两者的规定均匀性范围为 ±10°C 至 ±20°C,具体取决于炉子的具体设计和控制系统。电阻加热在此范围的下限可能略有优势,但两者都被认为是高度均匀的。
结构和材料
加热方法的选择只是炉子系统的一部分。参考文献指出,炉子设计还包括绝缘材料(软毡与硬质复合毡)以及加热器和马弗炉材料本身的质量(例如,等静压石墨与细晶粒石墨)的选择。
这些选择与加热方法相互作用,共同决定炉子的整体性能、效率和寿命。
理解权衡
决策并非关于哪种方法在真空中“更好”,而是哪种方法更适合特定目标。选择错误的系统可能导致工艺限制或不必要的资本支出。
主要的权衡是最高温度与炉体容积。如果您的工艺绝对需要高于 2600°C 的温度,感应加热是您唯一可行的选择。然而,此选择将您限制在每批次较小的加工容积。
相反,如果您的首要任务是高吞吐量或加工非常大的整体部件,电阻加热炉可提供必要的规模。您必须接受略低的最高操作温度以换取此容积。
为您的目标做出正确选择
您的应用对温度、部件尺寸和生产量的具体要求是唯一重要的因素。
- 如果您的主要重点是实现最高的材料纯度和晶体结构:选择感应炉,因为它具有卓越的最高温度能力(最高 2850°C)。
- 如果您的主要重点是最大化生产吞吐量或加工大型部件:选择电阻炉,因为它能够容纳显著更大的工作容积。
- 如果您的工艺温度远低于 2600°C 并涉及中等尺寸的部件:两种选择都可行,决策可能取决于次要因素,如成本、现有基础设施和制造商偏好。
通过理解这一核心权衡,您可以指定一个与您的操作需求精确匹配的炉子。
总结表:
| 特点 | 感应加热 | 电阻加热 |
|---|---|---|
| 最高温度 | 最高 2850°C | 最高 2600°C |
| 典型工作容积 | 较小(例如,1000x1000x2000 毫米) | 较大(例如,2000x2000x4000 毫米) |
| 温度均匀性 | ±10°C 至 ±20°C | ±10°C 至 ±20°C |
| 最适合 | 最高纯度、极端温度 | 高吞吐量、大型部件 |
仍然不确定哪种加热方法适合您的石墨化工艺?
凭借卓越的研发和内部制造能力,KINTEK 为各种实验室提供先进的高温炉解决方案。我们的产品线,包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,辅以我们强大的深度定制能力,可精确满足独特的实验要求。
让我们的专家帮助您选择或设计最适合您在温度、容积和吞吐量方面特定需求的炉子。
图解指南