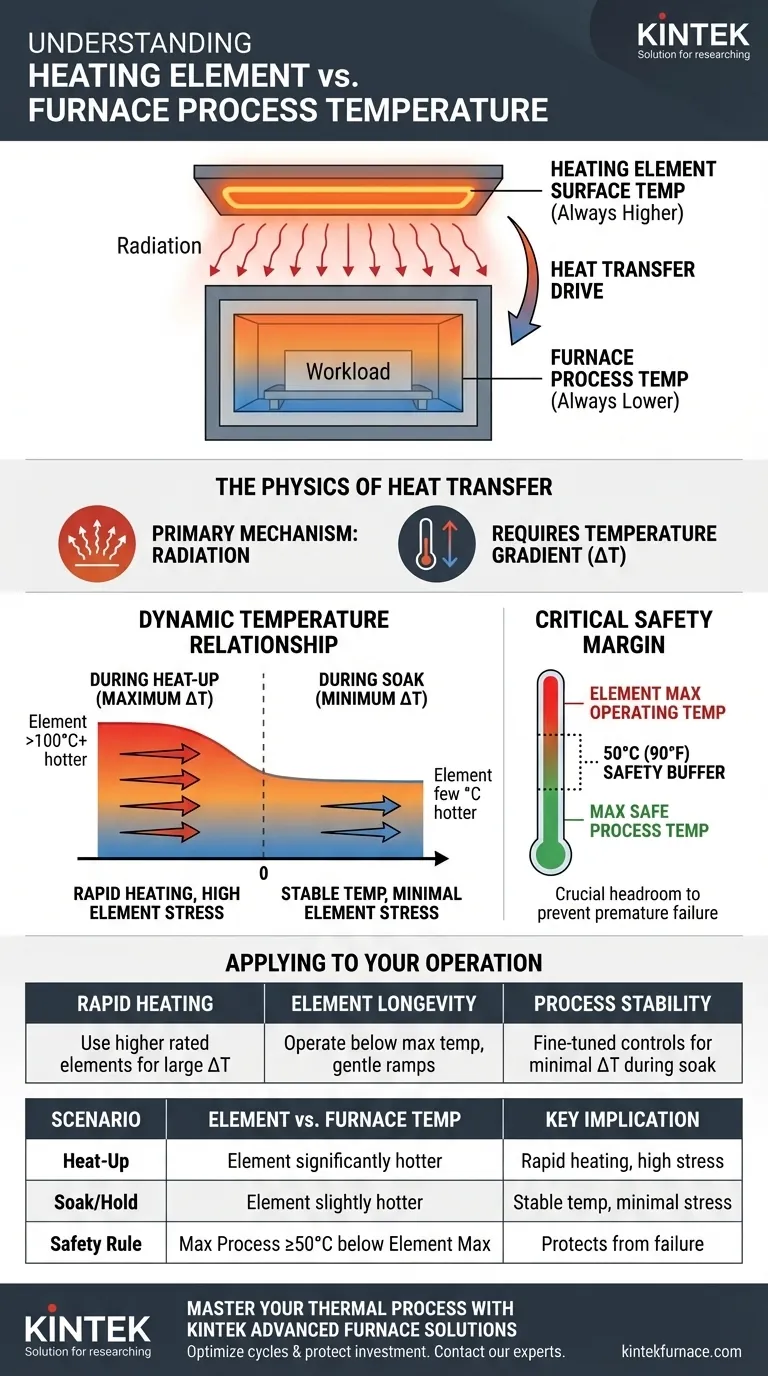
简而言之,它们的关系是一种基本层级:加热元件的表面温度始终高于炉膛的内部工艺温度。这种温差是使元件能够将热量(主要通过辐射)传递到炉膛内部和工件的关键驱动力。
加热元件与炉膛之间的温差不是静态的;它是一个动态变量,对炉膛性能和元件寿命至关重要。理解和管理这个温差对于高效加热和防止元件过早失效至关重要。
炉膛中的热传递物理学
辐射是主要机制
工业加热元件通过白炽化——发光发热——来工作。这种强烈的热量以热辐射的形式发射出来,热辐射是一种电磁能量,在炉膛内的空间中传播。
然后,这些能量被炉膛壁,最重要的是被工件吸收,从而提高它们的温度。
温差梯度的必要性
热力学的一个核心原理是热量只能从较热的区域流向较冷的区域。要使元件将能量传递到炉膛,它必须比炉膛更热。
这个温差或梯度的大小决定了热传递的速率。温差越大,加热越快。

为什么温差会波动
元件温度与炉膛温度之间的差异在加热周期的不同阶段会发生巨大变化。
在升温期间(温差最大)
当周期开始时,炉膛及其工件相对较冷。它们充当巨大的散热器,吸收能量非常快。
为了满足这种需求并快速提高炉膛温度,元件的温度必须远高于炉膛——通常高出几百摄氏度。
在保温期间(温差最小)
一旦炉膛达到目标设定点(“保温”期),工件就已充满热量。唯一需要的能量是抵消炉膛保温层热量损失的能量。
在此阶段,元件只需比炉膛气氛稍高一点即可维持稳定温度。温差可能缩小到仅几度。
理解关键安全裕度
虽然大的温差有利于快速加热,但它会使元件更接近其运行极限,从而在速度和寿命之间产生关键的权衡。
元件的最高工作温度
每种加热元件材料都有一个最高推荐温度。即使是短暂超过此限制,也会导致加速退化、氧化,并最终导致过早失效。
为什么不能在极限温度下运行
试图在非常接近元件额定最高温度的工艺温度下运行炉膛,在升温阶段所需的“超调”温度方面没有余地。
这将迫使元件持续在失效点运行,大大缩短其使用寿命。
50°C (90°F) 的经验法则
为了确保可靠的使用寿命,必须有安全缓冲。炉膛工艺的最高温度通常限制在低于元件材料最高安全工作温度至少 50°C (90°F)。
这个裕度为元件在升温过程中比炉膛温度高出许多而不会损坏自身提供了必要的空间。
将其应用于您的炉膛操作
平衡加热速度、工艺稳定性和设备寿命完全取决于您如何管理这种温度关系。
- 如果您的主要重点是快速加热:您必须使用额定温度远高于工艺温度的元件,以安全地产生快速升温周期所需的巨大温差。
- 如果您的主要重点是元件寿命:将炉膛的运行温度保持在远低于元件最高限制的水平,并考虑使用不那么激进的升温速率以尽量减少热应力。
- 如果您的主要重点是工艺稳定性:在保温期间,经过良好调整的温度控制器对于维持稳定零件质量所需的最小、稳定的温差至关重要。
最终,将加热元件视为一个在动态热系统中运行的组件,而不仅仅是一个简单的热源,是掌握您的工艺的关键。
总结表:
| 场景 | 元件温度 vs. 炉膛温度 | 关键影响 |
|---|---|---|
| 升温期间 | 元件温度显著更高(例如,数百摄氏度) | 实现快速加热;元件承受高应力 |
| 保温/保持期间 | 元件温度稍高(例如,几摄氏度) | 以最小的应力维持稳定温度 |
| 关键安全规则 | 最高工艺温度应低于元件最高温度≥50°C | 保护元件免于过早失效 |
通过 KINTEK 的先进炉膛解决方案掌握您的热工艺
理解元件温度和工艺温度之间的微妙平衡,对于实现一致的结果和最大化设备寿命至关重要。KINTEK 利用卓越的研发和内部制造能力,提供量身定制的先进高温炉膛解决方案,以满足您的特定需求。
我们的产品线——包括箱式炉、管式炉、旋转炉、真空炉和气氛炉,以及 CVD/PECVD 系统——均采用精密温控和可靠性设计。结合我们强大的深度定制能力,我们可以设计一个系统,为您的独特实验或生产需求完美管理关键的温度关系。
优化您的加热循环并保护您的投资。立即 联系我们的专家,讨论 KINTEK 炉膛如何提高您的工艺效率和寿命。
图解指南