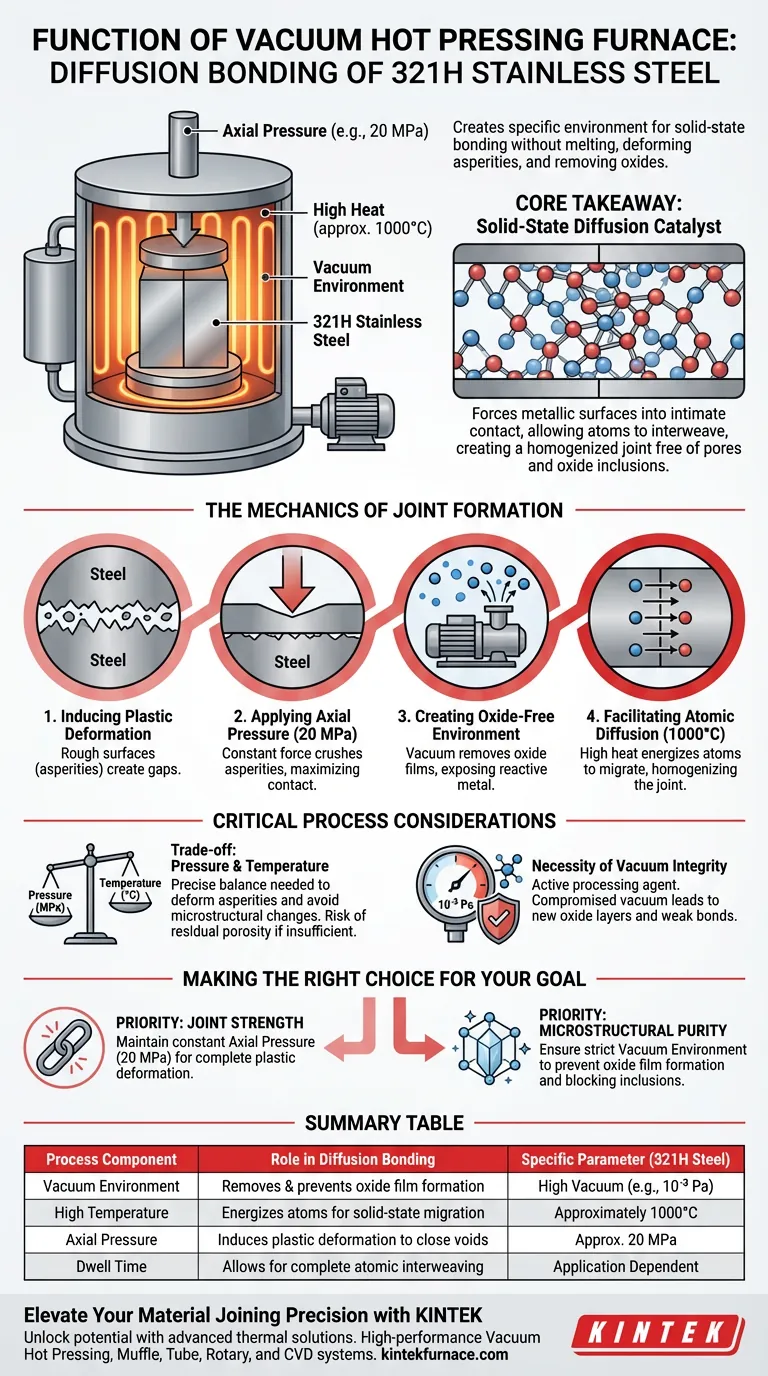
真空热压炉的主要功能是创造一个特定的环境,使321H不锈钢能够进行固态焊接,而无需熔化材料。通过同时施加轴向压力(例如 20 MPa)、高温(约1000°C)和真空,炉子在机械上使微观表面粗糙度变形并去除氧化物屏障,从而实现原子扩散。
核心要点 该炉子是固态扩散的催化剂,迫使金属表面紧密接触,使原子在界面处相互交织。它无需钎剂或熔化,即可形成均匀、无孔隙和氧化物夹杂的接头。
接头形成机制
要理解炉子的作用,必须超越简单的加热。该设备协调了连接321H不锈钢所需的三个同时进行的物理过程。
诱导塑性变形
在微观层面上,即使是抛光的钢材表面也是粗糙的,由称为微凸体的峰和谷组成。 如果简单地将两块钢放在一起,它们只会在这些峰处接触,中间留下间隙(空隙)。
施加轴向压力
炉子施加恒定的机械力,在此应用中约为20 MPa。 在高温下,这种压力会压碎微凸体,诱导塑性变形,使表面峰变平,并最大化配合表面的接触面积。
创造无氧化物环境
不锈钢自然会形成抑制焊接的氧化膜。 炉子的真空系统会去除现有的表面氧化膜,并在加热循环期间防止新的氧化。这会暴露新鲜、有活性的基体金属,这是原子穿过界面的先决条件。
促进原子扩散
一旦表面紧密接触且无氧化物,高温(约1000°C)就会使原子活跃起来。 炉子维持此环境以允许固态扩散,即原子迁移穿过接触边界。此过程会填充剩余的微观空隙并使接头均匀化,从而有效地将两个独立的部件变成一个单一的固体单元。
关键工艺考量
虽然真空热压炉是一种强大的工具,但了解其操作限制对于接头完整性至关重要。
压力与温度的权衡
该过程依赖于精确的平衡。 不足的压力或温度将无法完全使表面微凸体变形,导致接头界面处出现残余孔隙。相反,过高的参数可能会不希望地改变321H钢的微观结构。
真空完整性的必要性
真空不仅仅是为了清洁;它是一种主动的加工剂。 如果真空度受到损害(例如,未能达到 $10^{-3}$ Pa 范围),残留气体可能会形成新的氧化层。这些层会阻碍扩散,使机械压力无效,并导致焊接强度不足。
为您的目标做出正确选择
在为321H不锈钢配置真空热压循环时,请将参数与您的特定冶金目标对齐:
- 如果您的主要关注点是接头强度:优先在高温停留期间保持恒定的轴向压力(20 MPa),以确保表面微凸体的完全塑性变形。
- 如果您的主要关注点是微观结构纯度:确保真空系统创造一个严格控制的环境来剥离氧化膜,防止夹杂物有效阻碍原子交织。
最终,该炉子的功能不仅是连接材料,更是消除阻碍它们融为一体的物理和化学屏障。
总结表:
| 工艺组件 | 在扩散焊中的作用 | 特定参数(321H 钢) |
|---|---|---|
| 真空环境 | 去除和防止氧化膜形成 | 高真空(例如 10⁻³ Pa) |
| 高温 | 为固态迁移提供原子能量 | 约 1000°C |
| 轴向压力 | 诱导塑性变形以封闭空隙 | 约 20 MPa |
| 停留时间 | 允许完全的原子交织 | 取决于应用 |
使用 KINTEK 提升您的材料连接精度
通过 KINTEK 的先进热解决方案,充分发挥您的扩散焊项目的潜力。KINTEK 以专家研发和世界一流的制造为后盾,提供高性能的真空热压、马弗炉、管式炉、旋转炉和 CVD 系统——所有这些都可以完全定制,以满足您独特的冶金需求。
无论您是焊接 321H 不锈钢还是开发下一代合金,我们的炉子都能确保卓越接头强度所需的真空完整性和压力精度。
准备好优化您实验室的高温处理了吗? 立即联系我们,与我们的技术专家进行咨询!
图解指南
参考文献
- Isac Lazar, Filip Lenrick. Diffusion Bonding 321-Grade Stainless Steel: Failure and Multimodal Characterization. DOI: 10.1093/mam/ozae019
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















