本质上,真空成型通过创建极其精确的模具,减少原材料需求并显著减少铸造后的人工需求,从而提高金属加工的成本效益。这种方法最大限度地减少了材料浪费,几乎消除了二次加工或修整,直接降低了每个零件的总成本。
真空成型的真正价值在于其简化整个生产过程的能力。通过生产具有卓越表面光洁度的近净成形铸件,它减少了与废料、粘合剂消耗品和劳动密集型二次操作相关的隐性成本。
真空成型原理
要了解其成本效益,您必须首先了解其工艺,通常称为 V-Process。这是一种独特的砂铸形式,利用大气压力来创建高度稳定的模具。
V-Process 的工作原理
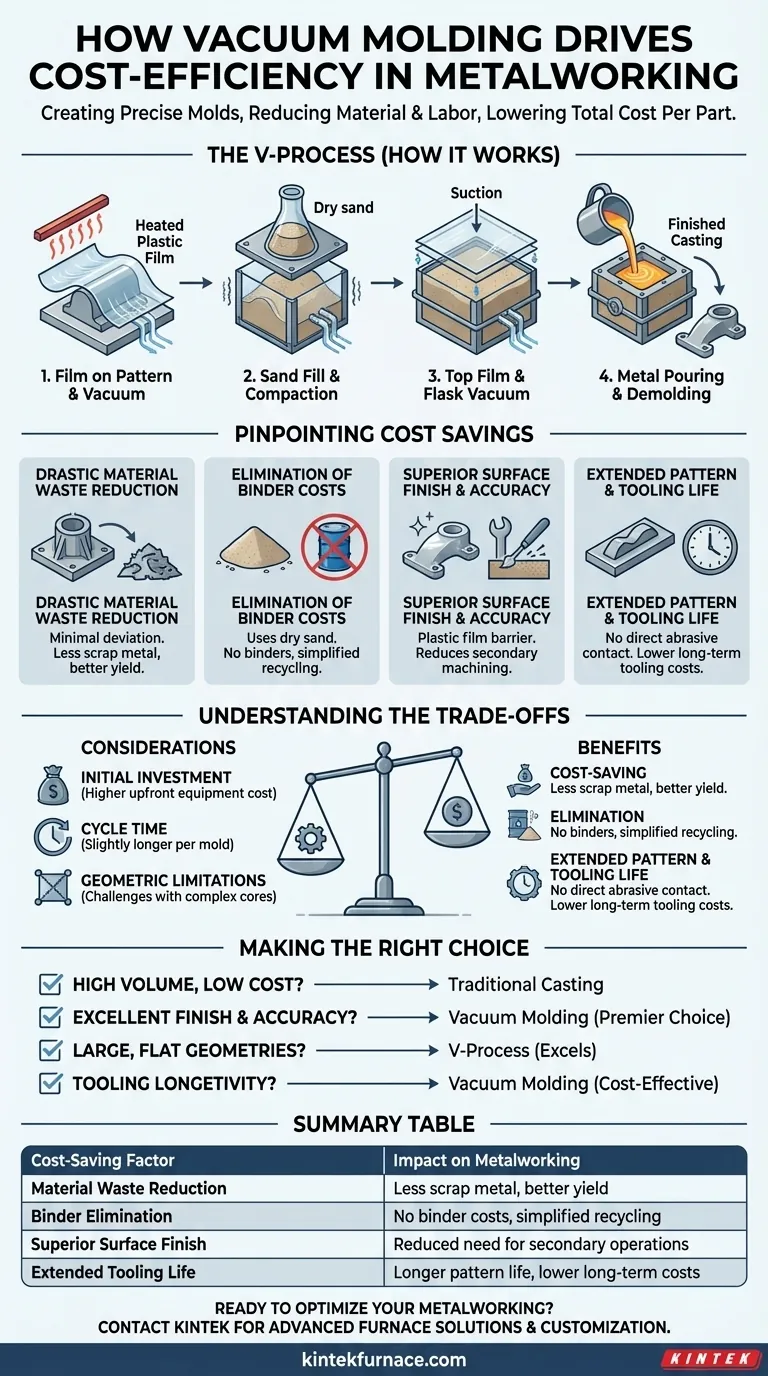
将一块薄塑料薄膜加热并覆盖在模型(零件模型)上。然后通过模型抽真空,使薄膜紧密贴合每个细节。将一个专用砂箱放置在覆盖有薄膜的模型上,填充干燥的无粘合剂砂,并通过振动压实。
在砂子顶部放置另一层塑料薄膜,并对砂箱本身施加真空。该真空将砂粒牢固地固定到位,形成一个坚固、稳定的模具半部分。释放模型上的真空,并剥离模具。将两个半部分组装起来,形成用于金属浇铸的最终模腔。
与传统铸造的主要区别
与依赖粘土和水(湿砂)或化学粘合剂将砂子粘合在一起的传统砂铸不同,V-Process 仅使用干砂和真空压力。这一根本区别是其主要优势的来源。

找出成本节约的来源
真空成型的效率并非来自单一因素,而是来自整个制造工作流程中的一系列改进。
大幅减少材料浪费
真空成型模具的高稳定性和精度使得铸件与最终所需形状的偏差最小。这减少了对超大浇口、冒口和其他成为废金属的进料器需求,从而提高了材料利用率。
消除与粘合剂相关的成本
传统铸造需要粘合剂、混合设备,并且通常需要复杂、能源密集型的砂再生系统来去除燃烧的化学物质。V-Process 使用干净的干砂,这消除了粘合剂的成本,并显著简化了砂处理和回收过程。
卓越的表面光洁度和精度
塑料薄膜在熔融金属和砂子之间形成完美的屏障,从而产生极其光滑的表面光洁度。这种质量通常消除了对昂贵且耗时的二次操作(如喷砂、研磨和机加工)的需求。
延长模具和工装寿命
由于模型从未与砂子直接磨损接触,因此它几乎没有磨损。这使得模型,即使是由木材或塑料等耐用性较低的材料制成,也能持续数千个循环,从而大大降低了长期工装成本。
了解权衡
没有单一的工艺适用于所有应用。虽然效率很高,但真空成型有一些必须权衡的特定考虑因素。
初始设备投资
实施 V-Process 生产线需要投资真空泵、专用砂箱和薄膜处理设备。这种前期成本可能高于基本的湿砂铸造设备的成本。
循环时间考虑
加热和应用薄膜、抽真空以及砂箱处理的步骤可能导致每个模具的循环时间略长于高度自动化、高速的湿砂生产线。这使得它不太适合大规模生产数百万个非常简单、低成本的零件。
几何限制
虽然对于许多设计来说都很出色,但具有极其复杂内芯或深而薄截面的零件可能具有挑战性。该工艺最适合表面光洁度和尺寸精度至关重要的中大型铸件。
为您的项目做出正确选择
选择正确的成型工艺需要将其优势与您的项目主要目标对齐。
- 如果您的主要关注点是大批量、低成本的简单零件:传统的告诉湿砂铸造或压铸由于循环时间更快,可能会提供更低的单件成本。
- 如果您的主要关注点是卓越的表面光洁度和尺寸精度:真空成型是首选,因为它可以大大减少或消除昂贵的机加工成本。
- 如果您的主要关注点是铸造大型、相对平坦的几何形状:V-Process 在这些应用中表现出色,在大的表面区域提供卓越的稳定性和光洁度。
- 如果您的主要关注点是模具寿命和较低的耗材成本:最小的模型磨损和无粘合剂的砂系统使真空成型在长期内具有很高的成本效益。
了解这些核心原则使您能够为您的特定应用选择最有效和最有利可图的制造途径。
总结表:
| 成本节约因素 | 对金属加工的影响 |
|---|---|
| 材料浪费减少 | 更少的废金属,更高的产量 |
| 消除粘合剂 | 无粘合剂成本,简化砂回收 |
| 卓越的表面光洁度 | 减少二次操作需求 |
| 延长工装寿命 | 更长的模型寿命,更低的长期成本 |
准备好通过具有成本效益的解决方案优化您的金属加工工艺了吗?在 KINTEK,我们利用卓越的研发和内部制造,提供先进的高温炉解决方案,包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们强大的深度定制能力确保我们精确满足您独特的实验要求,帮助您获得卓越的成果并降低运营成本。立即联系我们,讨论我们如何提高您的效率并推动您的项目向前发展!
图解指南