选择用于金属加工的真空压机时,关键因素是机器的容量和尺寸,其处理您特定材料所需温度和压力的能力,以及其控制系统的精确性。然后必须根据您的预算、维护考虑以及未来的生产计划来权衡这些技术能力。
目标不仅仅是购买一台真空压机,而是进行一项战略投资。合适的机器应具备与您需要生产的零件复杂性和打算使用的材料精确匹配的核心能力——压力、温度、尺寸和控制。
核心原理:真空压机如何塑造金属
了解负压
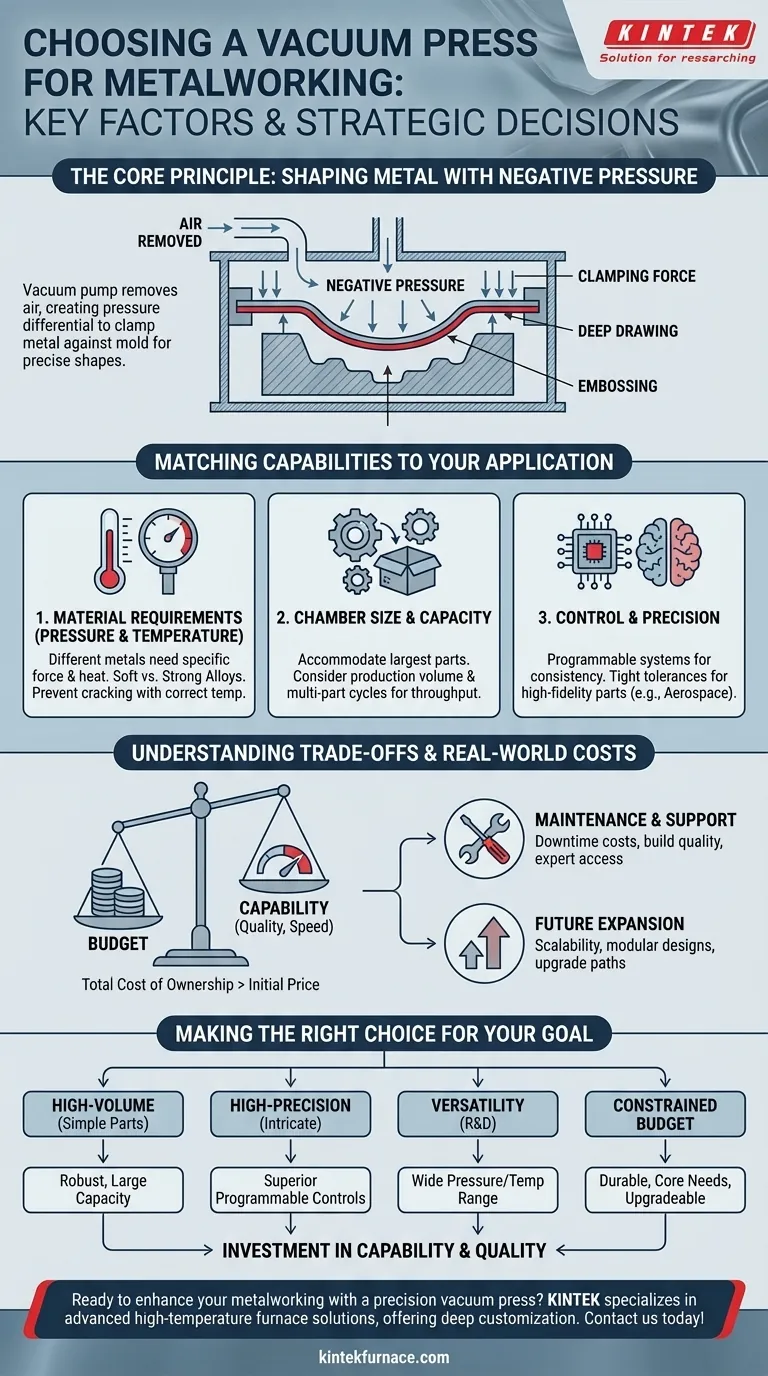
真空压机的工作原理简单而强大。它使用真空泵从密封腔室中抽出空气,从而在腔室内部和外部之间产生显著的压力差。
这种负压充当强大的夹紧力,将金属板紧密地压在放置在腔室内的模具上。这一过程无需传统冲压中使用的匹配公模和母模,即可创建精确的形状和复杂的曲线。
常见的金属加工应用
这项技术对于深冲(将金属板拉伸成深形)和压花(将精细细节压入表面)等任务来说是不可或缺的。从航空航天和汽车到珠宝制造等行业都依赖真空压机来高效生产复杂的、高质量的部件。

将机器功能与您的应用相匹配
最常见的错误是孤立地关注一个特性,例如价格或尺寸。成功的选择需要对机器规格如何服务于您的制造目标进行整体考察。
因素 1:材料要求(压力和温度)
不同的金属具有截然不同的成形特性。铝等较软的金属可能需要较小的压力,而更坚固的合金则需要更大的力才能精确成形。
一些先进的成形工艺还需要提高温度以增加金属的延展性并防止开裂。您的压机必须能够产生并维持您的材料所需的特定压力和温度。
因素 2:腔室尺寸和容量
压机腔室必须足够大,以容纳您最大的模具和材料毛坯。然而,容量不仅仅指单个零件的尺寸。
考虑您的生产量。更大的腔室可以允许您在一个周期内形成多个较小的零件,从而显著提高吞吐量。平衡当前需求与未来对更大零件或更高产量的潜在需求至关重要。
因素 3:控制和精度
对于需要高保真度和可重复性的应用,例如航空航天部件,控制水平至关重要。基本压机可能只有简单的真空开关控制。
先进系统提供对真空施加速率和温度爬坡的可编程控制。这种精度可以实现复杂零件的稳定生产,具有严格的公差,最大限度地减少缺陷和材料浪费。
理解权衡和实际成本
真空压机是一种长期资本资产。初始购买价格只是其总拥有成本的一部分。
预算与能力困境
最便宜的机器很少是最具成本效益的。如果压机无法达到您的零件所需的压力或控制,将导致高报废率和生产延迟,迅速侵蚀任何初始节省。
将您的预算视为对能力的投资。优先考虑对产品质量不可协商的技术规格,并警惕为降低前期成本而牺牲它们。
维护、耐用性和支持
停机时间是您运营的直接成本。评估制造质量、部件(如真空泵)的声誉以及维护的便捷性。
此外,评估制造商或供应商的支持。当出现问题时,获得专家技术支持和现成的备件可以决定是轻微延迟还是灾难性停机。
考虑未来的扩展
您今天购买的压机不应限制您明天的业务。如果您预计将涉足更复杂的产品或新材料,投资一台能力超出您当前需求的机器可能是一个明智的决定。
考虑模块化设计或提供明确的控制系统或加热元件升级路径的制造商。这种远见可以防止您在几年内不得不购买一台全新的机器。
为您的目标做出正确选择
要选择合适的真空压机,请首先定义您的主要目标。
- 如果您的主要重点是简单零件的大批量生产:优先选择一台坚固耐用、腔室容量大且经过验证可靠的机器,而不是先进的控制功能。
- 如果您的主要重点是复杂、高精度的部件:投资一台具有卓越的可编程压力和温度控制的压机,因为这将决定您的产品质量和可重复性。
- 如果您的主要重点是用于研发或各种项目的多功能性:寻找一台具有广泛操作压力和温度范围的机器,即使它的腔室较小。
- 如果您的预算有限:专注于一台耐用、结构良好且完全符合您核心需求的机器,并询问未来的升级可能性。
最终,选择合适的真空压机是对您的生产能力和质量的投资。
摘要表:
| 因素 | 关键考虑事项 |
|---|---|
| 材料要求 | 铝或合金等金属所需的压力和温度,以防止开裂并确保延展性。 |
| 腔室尺寸和容量 | 必须适合最大的模具和材料毛坯;考虑每个周期多零件的生产量。 |
| 控制和精度 | 真空速率和温度爬坡的可编程控制,以实现高重复性和严格公差。 |
| 预算和成本 | 总拥有成本,包括维护、停机时间和支持,以避免高报废率和延误。 |
| 未来扩展 | 模块化设计或升级路径,用于处理新材料或增加生产复杂性。 |
准备好通过精密真空压机提升您的金属加工能力了吗?KINTEK专注于先进的高温炉解决方案,包括真空炉和气氛炉,专为满足各种实验室需求而量身定制。凭借我们强大的研发和内部制造能力,我们提供深度定制,以满足您对压力、温度和控制的独特要求。立即联系我们,讨论我们的专业知识如何提高您的生产效率和质量!
图解指南