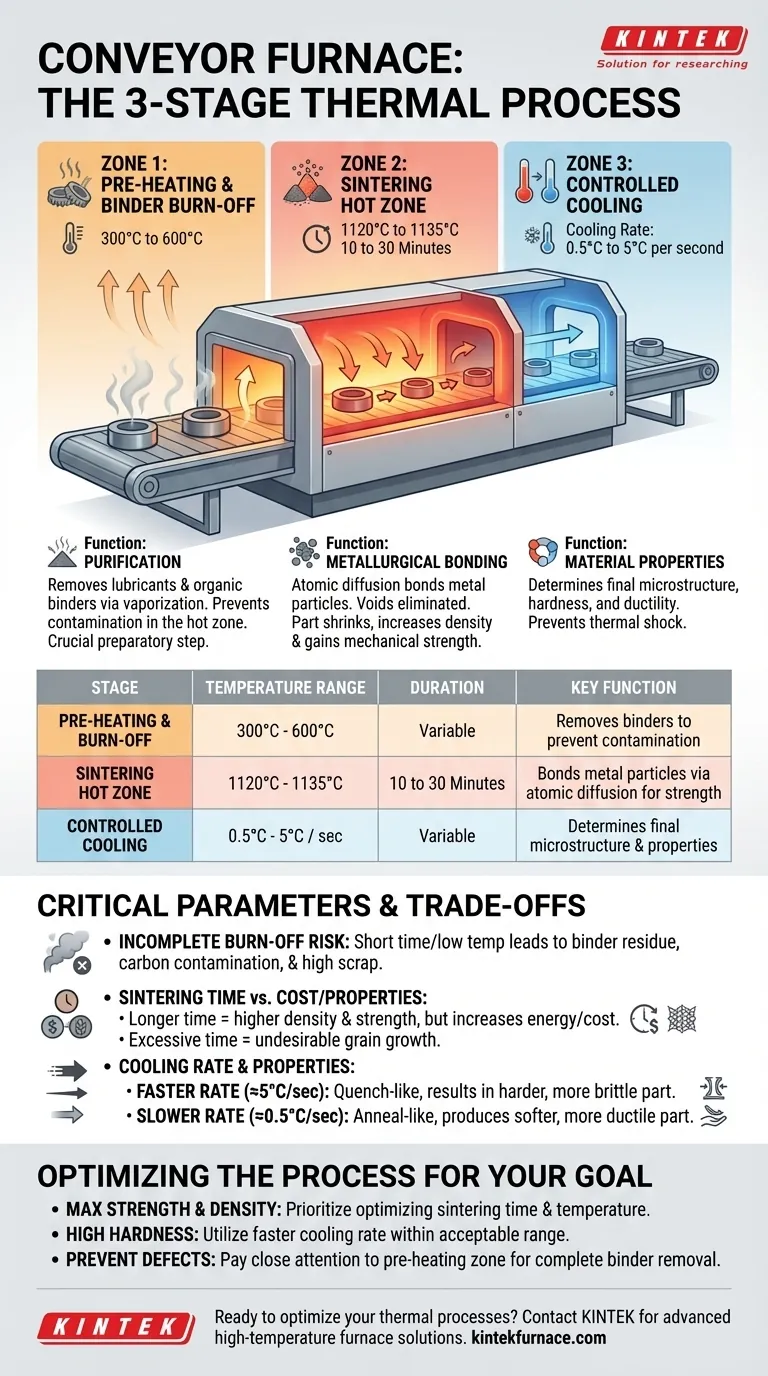
在传送炉中,零件要经历一个设计用于烧结或钎焊的三阶段热处理过程。这些阶段包括用于净化的低温预热区、用于冶金结合的高温区,以及用于控制冷却的最终区域,以达到所需的材料性能。
穿过传送炉的旅程不仅仅是加热和冷却。它是一种精确的多区域热转化过程,系统地将压实的粉末或组装好的部件转化为一个单一的、坚固的、功能性的零件。
三区热处理过程详解
传送炉通过以恒定速度移动零件穿过不同的温度区域来运行。每个区域在整个制造过程中都执行关键功能,最常见的是烧结粉末金属零件。
第 1 区:预热和粘合剂烧除(300°C 至 600°C)
第一阶段是关键的准备步骤。在零件能够以高温烧结之前,必须小心地去除粉末压实阶段使用的任何润滑剂或有机粘合剂。
在此较低的温度范围内加热零件可以使这些化合物汽化。这可以防止它们污染高温烧结区,否则可能导致最终产品出现烟灰、孔隙率或冶金结合不良等缺陷。
第 2 区:烧结热区(1120°C 至 1135°C)
这是实际零件固结发生过程的核心。在这些接近材料熔点的温度下,会发生称为原子扩散的过程。
各个金属粉末颗粒结合在一起,在它们之间形成牢固的冶金颈。这个过程被称为烧结,它消除了颗粒间的空隙,导致零件收缩、密度增加并获得显著的机械强度。零件在此区域停留10 到 30 分钟,以确保结合完全。
第 3 区:控制冷却(每秒 0.5°C 至 5°C)
最后阶段不仅仅是冷却零件。冷却的速率是一个关键变量,它决定了最终的微观结构以及零件的机械性能,如硬度和延展性。
这种控制冷却速率,范围在每秒 0.5°C 至 5°C之间,被仔细管理,以防止热冲击(可能导致开裂)并锁定所需的冶金相。

理解权衡和关键参数
要取得成功的结果,取决于平衡每个区域的参数。一个阶段的错误将影响整个过程。
未完全烧除的风险
如果预热阶段太短或温度太低,粘合剂可能不会被完全去除。这些残留物会在热区烧掉,导致零件表面和炉内出现碳污染,造成报废率高、维护成本高的局面。
烧结时间与成本和性能的权衡
在热区停留的时间越长,零件的密度和强度可能会提高。然而,它也会消耗更多的能源并降低生产效率,从而增加成本。过长的时间或过高的温度也可能导致不希望的晶粒长大,这有时会降低材料的韧性。
冷却速率与机械性能
冷却速率的选择是硬度和延展性之间的直接权衡。
- 较快的冷却速率(接近 5°C/秒)类似于淬火,导致零件更硬但可能更脆。
- 较慢的冷却速率(接近 0.5°C/秒)类似于退火,产生更软、更具延展性且易于加工的零件。
针对您的目标优化工艺
要正确配置传送炉工艺,您必须从最终组件所需的性能开始。
- 如果您的首要重点是零件的最大强度和密度: 优先优化烧结时间和温度,确保在不引起过度晶粒长大的情况下实现完全的原子扩散。
- 如果您的首要重点是实现高硬度: 利用材料可接受范围内的较快冷却速率来锁定坚硬的马氏体状微观结构。
- 如果您的首要重点是防止缺陷和确保一致性: 最密切地关注预热区,确保零件进入高温部分之前有足够的时间完全去除粘合剂。
最终,掌握这个过程意味着将传送炉视为一种精确材料科学工程工具,而不是一个简单的烤箱。
摘要表:
| 阶段 | 温度范围 | 持续时间 | 关键功能 |
|---|---|---|---|
| 预热和粘合剂烧除 | 300°C 至 600°C | 可变 | 去除润滑剂和粘合剂,防止污染 |
| 烧结热区 | 1120°C 至 1135°C | 10 到 30 分钟 | 通过原子扩散粘合金属颗粒以提高强度和密度 |
| 控制冷却 | 每秒 0.5°C 至 5°C | 可变 | 决定最终微观结构和机械性能,如硬度和延展性 |
准备好精确优化您的热处理工艺了吗? 在 KINTEK,我们利用卓越的研发和内部制造能力,提供专为您的实验室量身定制的先进高温炉解决方案。我们的产品线——包括马弗炉、管式炉、旋转炉、真空炉和气氛炉,以及 CVD/PECVD 系统——辅以强大的深度定制能力,可精确满足您独特的实验需求。无论您是烧结、钎焊还是开发新材料,我们都可以通过可靠、高效的设备帮助您获得卓越的结果。立即联系我们,讨论我们的炉子如何提高您的制造效率和零件质量!
图解指南
相关产品
- 定制多功能 CVD 管式炉 化学气相沉积 CVD 设备机
- 用于真空烧结的带压真空热处理烧结炉
- 用于化学气相沉积设备的多加热区 CVD 管式炉设备
- 真空密封连续工作旋转管式炉 旋转管式炉
- 小型真空热处理和钨丝烧结炉



















