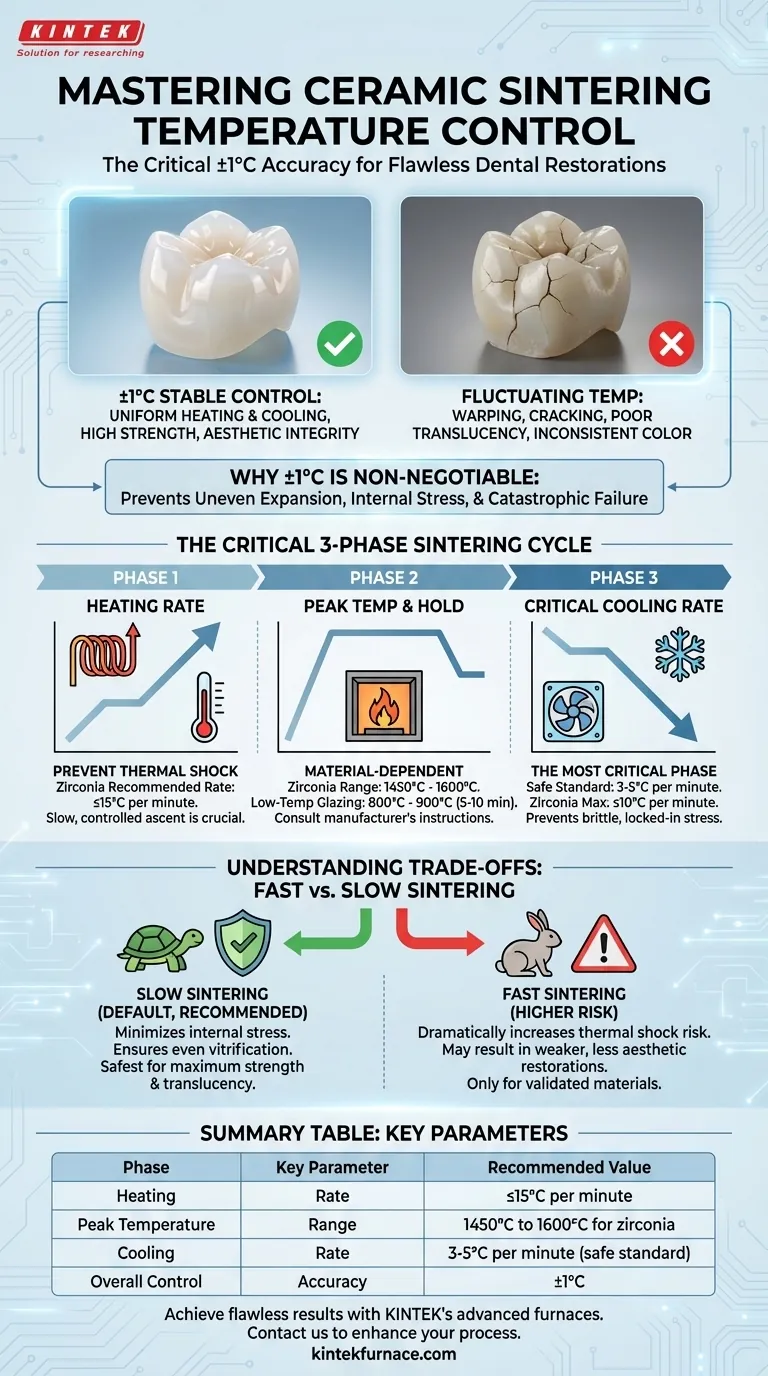
为了获得可靠、高质量的陶瓷修复体,您的烧结炉必须在整个加热和冷却周期中保持±1°C的温度控制精度。这种精度水平是防止变形、透明度下降、颜色不一致和开裂等常见故障的绝对最低要求。
烧结的成功不仅仅是达到峰值温度。它是通过精确管理整个热曲线——加热速率、保温稳定性以及至关重要的冷却速率来实现的。每个阶段对于确保最终陶瓷修复体的结构和美学完整性都至关重要。
为什么±1°C的精度不容妥协
这种严格的公差不是一个随意数字。它直接关系到可预测的结果和防止代价高昂的失败。
对结构完整性的影响
微小的温度波动会导致陶瓷材料内部膨胀和收缩不均匀。这会引入内应力,这是导致变形、翘曲和微裂纹的主要原因,这些微裂纹可能在以后导致灾难性故障。
稳定的±1°C环境确保材料均匀加热和冷却,保持其预期的形状和强度。
对美学的影响
对于玻璃陶瓷等半透明材料,温度偏差可能会破坏最终结果。过热会导致玻璃相流动不均匀,产生混浊或不透明的斑点。
同样,烧结托盘上不均匀的温度分布可能导致最终修复体出现明显的颜色和光泽差异。精确控制可确保一致、可预测的美学效果。

解构烧结循环
成功的烧结程序是一个精心控制的三阶段过程。您必须根据所使用的特定材料来管理每个阶段的参数。
阶段1:加热速率
初始加热阶段必须足够慢,以避免热冲击。快速加热会导致陶瓷外表面比核心部分加热快得多,从而导致应力和裂纹。
对于氧化锆,≤15°C/分钟的加热速率是建议的最大值,以确保热稳定性。
阶段2:峰值温度和保温时间
这是最依赖材料的阶段。氧化锆通常需要1450°C至1600°C之间的峰值温度,而低温上釉则在800°C至900°C之间烧结5-10分钟。
请务必查阅陶瓷制造商的说明,以获取精确的峰值温度和保温时间。为每种不同的材料使用单独且经过验证的程序至关重要。
阶段3:关键的冷却速率
冷却阶段可以说是防止故障最关键的阶段。冷却过快会将内部应力锁定在材料中,使其变得脆性,并在离开炉子后很长时间内容易开裂。
3-5°C/分钟的缓慢、受控冷却速率是大多数陶瓷的安全标准。对于氧化锆,速率不应超过10°C/分钟。
理解权衡:快速烧结与慢速烧结
您的炉子提供快速和慢速烧结模式,但它们的服务目的截然不同,并带有不同程度的风险。
何时使用慢速烧结(默认)
慢速烧结是所有高质量陶瓷工作的推荐标准。此模式符合必要的受控加热和冷却速率,以最大程度地减少内应力并确保玻璃相的均匀玻化。
它是实现最大强度、适当透明度和尺寸精度的最安全途径。
快速烧结的风险
快速烧结会显著增加热冲击、内应力和相变不完全的风险。这可能导致修复体更脆弱、美观度更差,并容易过早失效。
仅对制造商明确开发并验证用于快速循环的材料使用快速烧结模式。即便如此,您也应进行自己的测试,以确认结果符合您的质量标准。
如何将其应用于您的流程
您的方法应以您对修复体的主要目标为指导。
- 如果您的主要重点是最高质量和可靠性:始终使用慢速烧结模式和3-5°C/分钟的保守冷却速率,以保证最佳结果。
- 如果您的主要重点是烧结氧化锆:严格遵守制造商的峰值温度,但将加热速率控制在≤15°C/分钟,冷却速率控制在≤10°C/分钟。
- 如果您的主要重点是效率:仅对专门为此设计的材料使用快速烧结,并且在将其用于最终患者修复体之前务必验证结果。
掌握热循环将使您的炉子从一个简单的烤箱转变为一个可预测且可靠的制造伙伴。
总结表:
| 阶段 | 关键参数 | 推荐值 |
|---|---|---|
| 加热 | 速率 | ≤15°C/分钟 |
| 峰值温度 | 范围 | 氧化锆为1450°C至1600°C |
| 冷却 | 速率 | 3-5°C/分钟(安全标准) |
| 总体控制 | 精度 | ±1°C |
使用KINTEK先进的炉解决方案实现完美的陶瓷烧结。凭借卓越的研发和内部制造,我们为牙科实验室提供精确的高温炉,如马弗炉、管式炉和真空与气氛炉,通过深度定制满足您的独特需求。确保一致、高质量的修复体——立即联系我们,讨论我们的专业知识如何提升您的流程!
图解指南