管式炉处理大型样品的根本限制在于其几何形状。圆柱形和固定直径对样品尺寸施加了严格的物理限制,并在实现均匀传热方面带来了重大挑战,尤其是在尝试处理更庞大的材料或更大的体积时。
虽然管式炉可以进行扩展以实现高通量工业生产,但这通常是通过连续工艺或并行使用多个单元来实现的。由于几何和热效率低下,它们本质上不适合处理单个的、物理上大而笨重的固体样品。
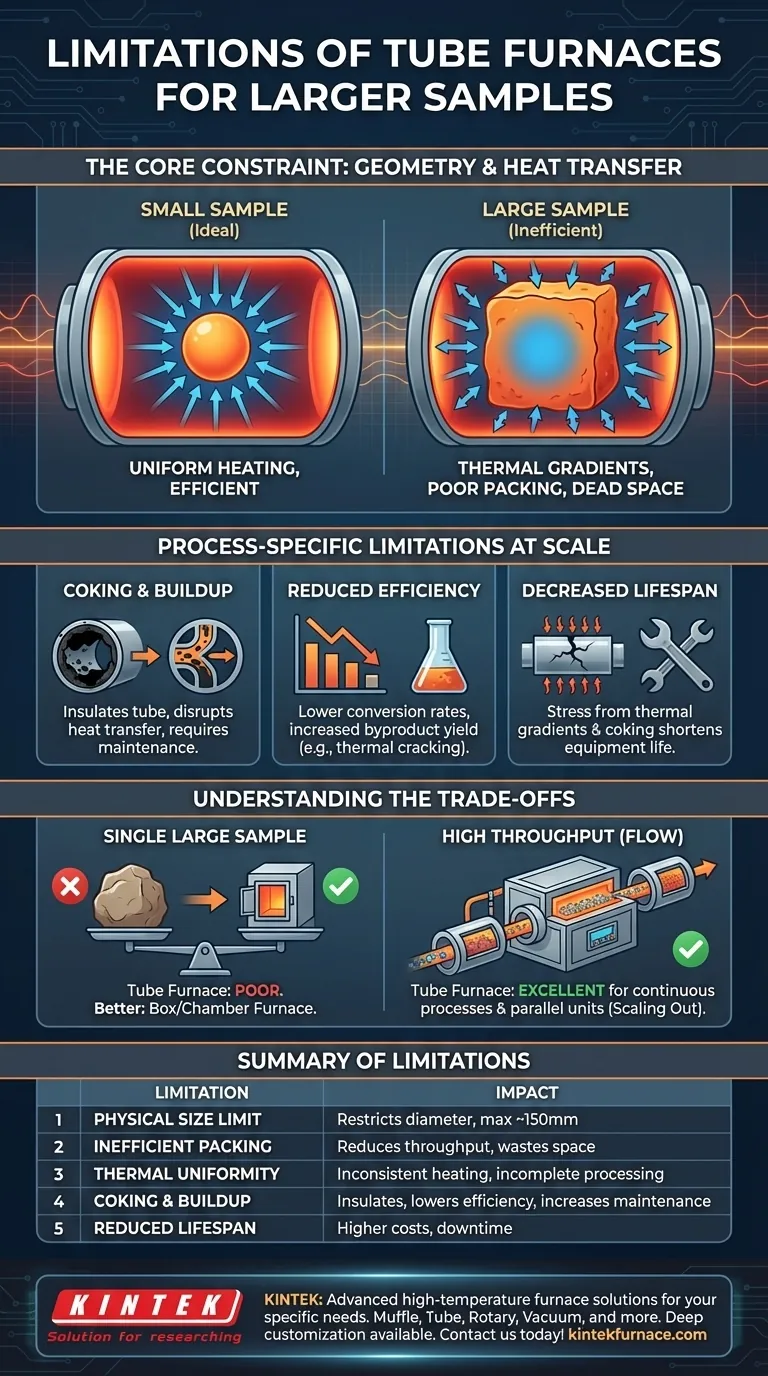
核心限制:几何形状和传热
管式炉使其非常适合受控气氛和对小样品进行均匀加热的设计,却在尺寸增大时成为其主要弱点。
管的固有尺寸限制
最明显的限制是管的物理边界。虽然存在“大容量”型号,但它们仍然具有限制性,直径通常最大约为6英寸(150毫米)。这立即排除了任何不适合这些尺寸的样品。
低效填充和“死区”
对于散装固体或粉末,圆柱形效率低下。与矩形腔室相比,它导致填充密度差,这意味着每单位加热体积可处理的材料更少。这种“死区”浪费能量并降低整体吞吐量。
热均匀性的挑战
随着管径的增大,均匀加热样品核心的难度呈指数级增加。热量必须从炉壁向内辐射,而较大的样品质量会产生显著的温度梯度。样品中心温度会滞后,可能导致处理不完全或不一致。
这个问题因管材料本身而加剧。不锈钢等材料的热导率低于石英或陶瓷,使得在大直径样品上实现均匀温度分布更加困难。

大规模工艺特有局限性
将管式炉推向超出其预期样品尺寸的范围,不仅会降低效率,还会积极损害工艺和设备。这在重质材料热裂解等应用中表现得尤为明显。
结焦和材料堆积
当处理大量有机或重质材料时,副反应和不完全处理变得更为常见。这可能导致结焦,即碳质沉积物在管内壁上堆积。这种堆积物作为绝缘体,进一步扰乱传热并缩短有效工作周期。
处理效率降低
传热不良和结焦的直接后果是工艺效率低下。对于热裂解,这意味着裂解深度较低,导致原材料利用率降低,并增加低价值副产品(如重油)的产量。您的工艺变得效率低下且盈利能力降低。
设备寿命缩短
结焦和极端热梯度给炉管带来了巨大的压力。这会缩短管的寿命,甚至损坏炉本身的加热元件,导致维护成本增加和运行停机时间。
理解权衡
决定将管式炉用于更大规模的工作,需要权衡关键因素,特别是样品尺寸和整体吞吐量之间的差异。
吞吐量与样品尺寸
区分处理单个大样品和实现高吞吐量至关重要。管式炉通常不适合前者,但对后者来说却非常出色。其连续操作能力使其成为处理稳定流动的气体、液体或粉末的理想选择。
横向扩展,而非纵向扩展
提及“大规模工业应用”的说法指的是横向扩展。操作人员不是建造一个巨大的管式炉,而是并行使用多个模块化管式炉。这在实现高总产量的同时,保持了小直径管的工艺控制优势。
管材料限制
管材料(例如,石英、氧化铝、不锈钢)的选择在处理更大样品时变得更加关键。在目标温度下具有化学惰性和优异导热性的材料对于成功至关重要。使用错误的材料,例如将不锈钢用于非常高温的裂解,可能导致与样品发生化学反应或温度控制不佳。
为您的目标做出正确选择
要选择合适的设备,您必须明确“更大”对您的具体工艺意味着什么。
- 如果您的主要重点是处理单个大型固体物体:管式炉是错误的工具。您应该强烈考虑箱式炉或箱体炉,它们为散装物品提供必要的体积和更均匀的加热。
- 如果您的主要重点是高通量流动气体、液体或粉末:连续流管式炉系统是利用该设计核心优势的绝佳选择。
- 如果您的主要重点是处理许多小型、分批次的样品:大直径管式炉或多台小型炉并联运行的设置可以是非常有效的解决方案。
- 如果您的工艺涉及易结焦或放出气体的材料:仔细评估管径和材料,因为较小的直径通常能提供更好的控制和更高效的操作。
了解这些限制,可以帮助您选择能够确保您的应用所需的效率、准确性和可靠性的热处理工具。
总结表:
| 限制 | 影响 |
|---|---|
| 物理尺寸限制 | 限制样品直径,通常最大约150毫米 |
| 填充效率低下 | 因空间浪费而降低吞吐量 |
| 热均匀性问题 | 导致加热不一致和处理不完全 |
| 结焦和堆积 | 使管绝缘,降低效率,增加维护成本 |
| 设备寿命缩短 | 导致成本增加和停机时间 |
是否正在为大型样品的管式炉限制而苦恼?KINTEK专注于满足您需求的高级高温炉解决方案。凭借卓越的研发和内部制造,我们提供马弗炉、管式炉、旋转炉、真空和气氛炉以及CVD/PECVD系统等产品,并可进行深度定制以精确满足独特的实验要求。提升您实验室的效率和可靠性——立即联系我们进行咨询!
图解指南