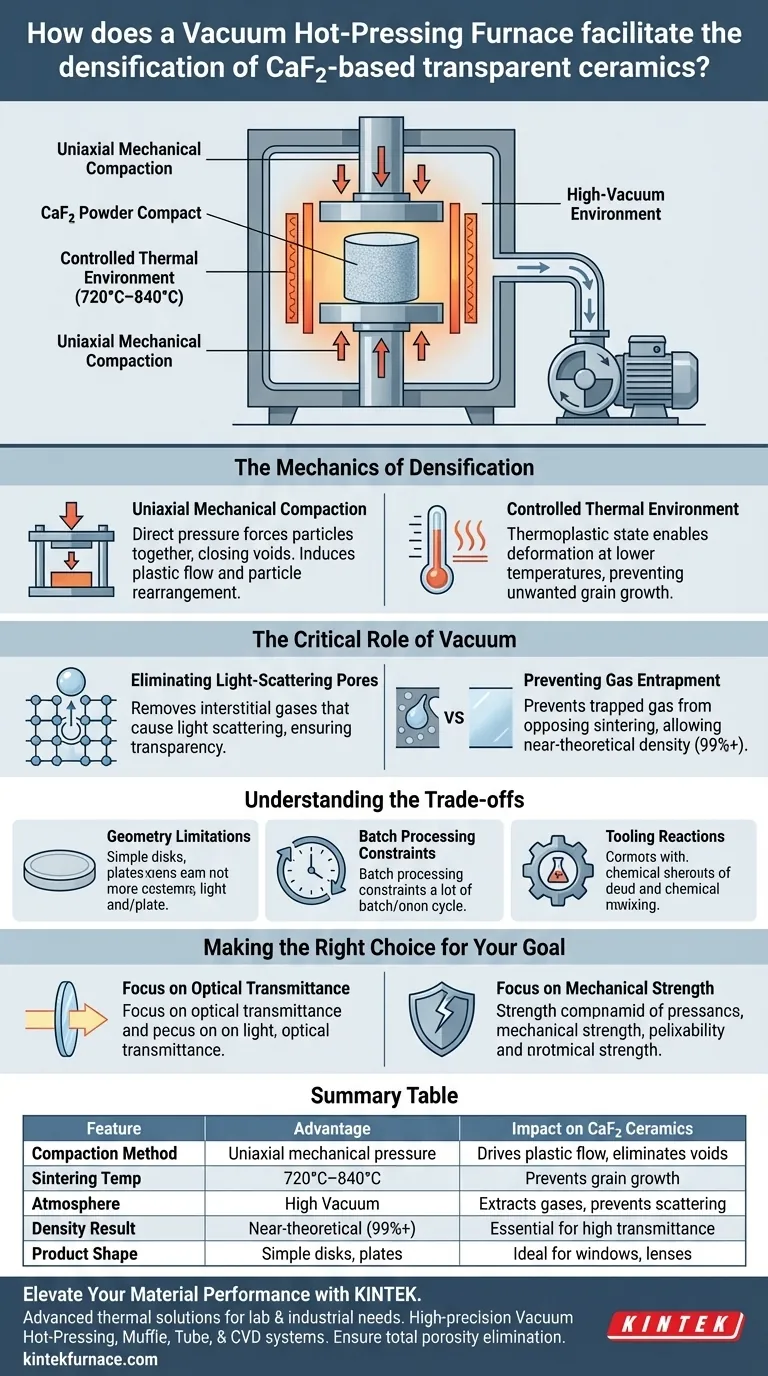
真空热压炉通过有效地结合导电加热和单轴机械压实,促进 CaF2 基透明陶瓷的致密化。这种双重作用方法驱动颗粒重排和塑性流动,使材料在比传统烧结方法显著低的温度(通常为 720°C–840°C)下达到接近理论密度。通过在真空中处理,系统还可以去除间隙气体,消除导致光散射和损害光学透明度的残留气孔。
核心要点 陶瓷实现高光学透射率需要完全消除内部气孔。真空热压通过用机械压力代替极端高温来解决这个问题,强制材料致密化,同时排出捕获的气体以防止气孔形成。
致密化的力学原理
单轴机械压实
该过程中致密化的主要驱动力是机械力,通常通过液压缸施加。与仅依赖热能和表面张力的无压烧结不同,热压施加直接的外部压力。
这种压力将 CaF2 粉末颗粒物理地压在一起。它会引起塑性流动和颗粒重排,有效地填补颗粒之间的空隙,否则这些空隙将保持开放。
受控热环境
虽然压力起主要作用,但温度仍然是一个关键变量。炉子在特定范围内运行,在您的主要上下文中,这些材料的温度范围为 720°C–840°C。
在这些温度下,陶瓷粉末会变成热塑性。这种状态使材料在施加的压力下变形,填补间隙并快速致密化,而无需触发不受欢迎的晶粒生长的极端高温。

真空的关键作用
消除光散射气孔
要使陶瓷透明,必须几乎没有气孔。即使是微观气孔也会充当散射中心,将透明材料变成不透明或乳白色。
高真空环境在加热阶段会持续抽空腔室。这会在气孔封闭之前去除粉末表面的吸附气体和挥发性杂质。
防止气体截留
如果这些气体在致密化之前没有被去除,它们将被截留在封闭的气孔内部。截留的气体会产生与烧结相反的内部压力,使得无法达到高透射率所需的 99%+ 相对密度。
理解权衡
几何形状限制
尽管有效,但单轴热压在几何形状上受到限制。由于压力从一个方向施加(通常是顶部和底部),因此该方法通常仅限于简单的形状,如平板、薄板或圆柱体。复杂的 3D 几何形状通常需要后处理或替代烧结方法。
批处理限制
真空热压本质上是批处理过程,而不是连续过程。加热、保压和冷却的循环时间可能很长。这通常会降低吞吐量并增加与无压烧结相比的单位成本。
模具反应
该工艺通常使用石墨模具来承受高温和压力。在高温下,存在碳扩散或与陶瓷材料发生化学反应的风险,这可能需要后续的表面研磨或抛光才能去除。
为您的目标做出正确选择
为了最大限度地发挥真空热压炉在 CaF2 陶瓷中的应用效果,请考虑您的具体最终目标:
- 如果您的主要重点是光学透射率:在施加最大压力之前,优先考虑高真空保持期,以确保所有间隙气体都已完全排出,从而防止残留气孔。
- 如果您的主要重点是机械强度:优化压力-温度比,在尽可能低的温度下实现完全致密化,因为这可以抑制晶粒生长并保留材料的细微结构。
真空和压力的协同作用是生产不允许存在气孔的高性能透明陶瓷的决定性方法。
总结表:
| 特征 | 真空热压优势 | 对 CaF2 陶瓷的影响 |
|---|---|---|
| 压实方法 | 单轴机械压力 | 驱动塑性流动并消除内部空隙 |
| 烧结温度 | 720°C–840°C(低温) | 防止晶粒生长,同时保持微观结构 |
| 气氛 | 高真空环境 | 排出间隙气体以防止光散射 |
| 密度结果 | 接近理论密度(99%+) | 高光学透射率和清晰度的关键 |
| 产品形状 | 简单的圆盘、平板、圆柱体 | 适用于光学窗口和镜片毛坯 |
使用 KINTEK 提升您的材料性能
利用 KINTEK 的先进热处理解决方案,最大限度地提高透明陶瓷的光学透射率和机械强度。KINTEK 以专家研发和世界一流的制造为后盾,提供高精度的真空热压、马弗炉、管式炉和 CVD 系统,可满足专业实验室和工业需求。无论您需要精确的单轴压实还是可定制的高温炉,我们的设备都能确保您的最严苛应用实现完全的气孔消除。
准备好优化您的致密化过程了吗? 立即联系我们的技术专家,讨论您独特的项目需求!
图解指南