使用带有压料圈的热深拉伸设备加工TC4钛合金的主要优点是有效消除起皱和结构不稳定。通过对板材边缘施加约束力,该设备限制了材料流入模具,确保材料在整个成型过程中保持稳定。
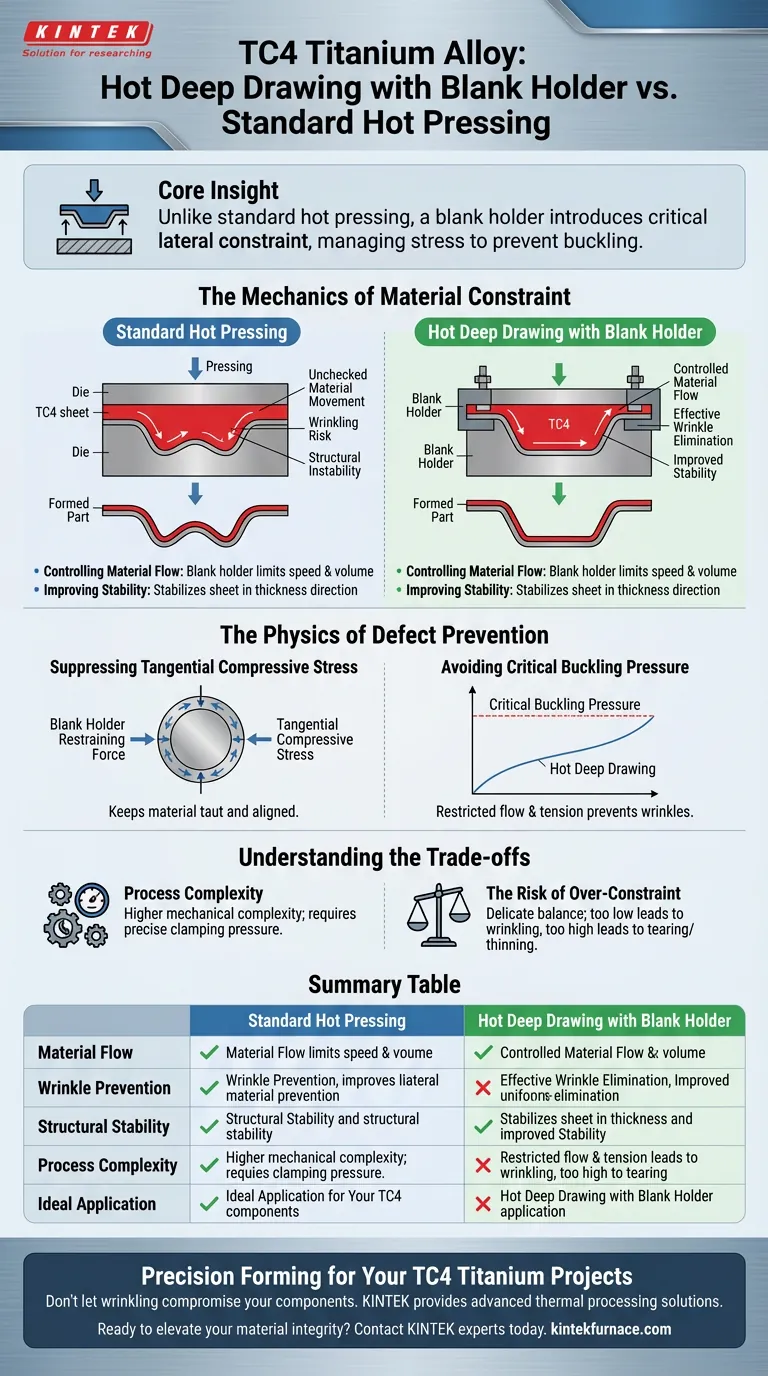
核心见解:与可能允许材料不受控制移动的标准热压不同,压料圈引入了关键的侧向约束。这种约束主动管理板材内的应力,以防止其在变形压力下屈曲。
材料约束的力学原理
根本区别在于设备在成型周期中如何处理TC4板材的边缘。
控制材料流动
标准热压通常仅依靠模具形状来成型零件。
相反,压料圈夹紧合金板材的边缘,施加特定的约束力。这有效地限制了流入模具腔的材料的速度和体积。
提高厚度方向的稳定性
薄壁结构因缺乏固有的刚性而难以成型。
压料圈提供的侧向约束稳定了板材在厚度方向上的稳定性。这确保了材料在被拉入模具时保持均匀,不会发生偏离或翘曲。

缺陷预防的物理学
要理解为什么压料圈在质量方面更优越,您必须研究作用在钛合金上的应力。
抑制切向压应力
当材料被拉伸时,它自然会承受切向压应力。
如果不加以控制,这种应力会导致材料自身折叠。压料圈的约束力抑制了这种应力,使材料保持绷紧和对齐。
避免临界屈曲压力
起皱本质上是稳定性失效;当内部应力达到一个称为“临界屈曲压力”的特定临界点时,就会发生起皱。
通过限制流动和保持张力,压料圈确保材料永远不会达到这个临界压力阈值。结果是获得一个光滑的组件,没有困扰标准热压方法的皱纹。
理解权衡
虽然压料圈提供了卓越的零件质量,但它引入了必须仔细管理的变量。
工艺复杂性
与标准热压相比,增加压料圈会增加操作的机械复杂性。
您不再仅仅管理温度和压力;您还必须精确控制板材边缘的夹紧压力。
过度约束的风险
施加约束力时需要精细的平衡。
如果力太低,会发生起皱;如果力太高,材料可能根本不会流动,导致撕裂或变薄而不是成型。
为您的目标做出正确的选择
在标准热压和带压料圈的深拉伸之间做出决定取决于您的具体质量要求。
- 如果您的主要重点是生产薄壁结构:您必须使用压料圈来防止薄TC4板材固有的起皱和不稳定性。
- 如果您的主要重点是简单、厚壁的几何形状:标准热压可能就足够了,前提是材料厚度提供了足够的固有稳定性来抵抗屈曲。
对于高精度TC4钛合金部件,压料圈不仅仅是一个附件;它是结构完整性的必需品。
总结表:
| 特征 | 标准热压 | 带压料圈的热深拉伸 |
|---|---|---|
| 材料流动 | 不受控制/依赖模具 | 通过边缘夹紧控制 |
| 防皱 | 低(有屈曲风险) | 高(抑制压应力) |
| 结构稳定性 | 薄壁件稳定性低 | 高(厚度方向稳定) |
| 工艺复杂性 | 低 | 较高(需要压力校准) |
| 理想应用 | 简单、厚壁件 | 精密薄壁TC4部件 |
为您的TC4钛合金项目进行精密成型
不要让起皱和结构不稳定损害您的高性能部件。KINTEK提供行业领先的热处理解决方案,旨在处理先进材料的复杂性。凭借专家研发和制造的支持,KINTEK提供马弗炉、管式炉、旋转炉、真空炉和CVD系统,以及专门的实验室高温炉——所有这些都可以完全定制,以满足您独特的生产或研究需求。
准备好提升您的材料完整性了吗? 立即联系我们的专家,为您的实验室或制造工厂找到完美的定制解决方案。
图解指南
参考文献
- Tao Zhang, Xiaochuan Liu. Deformation Control of TC4 Titanium Alloy in Thin-Walled Hyperbolic Structures During Hot Forming Processes. DOI: 10.3390/ma17246146
本文还参考了以下技术资料 Kintek Furnace 知识库 .
