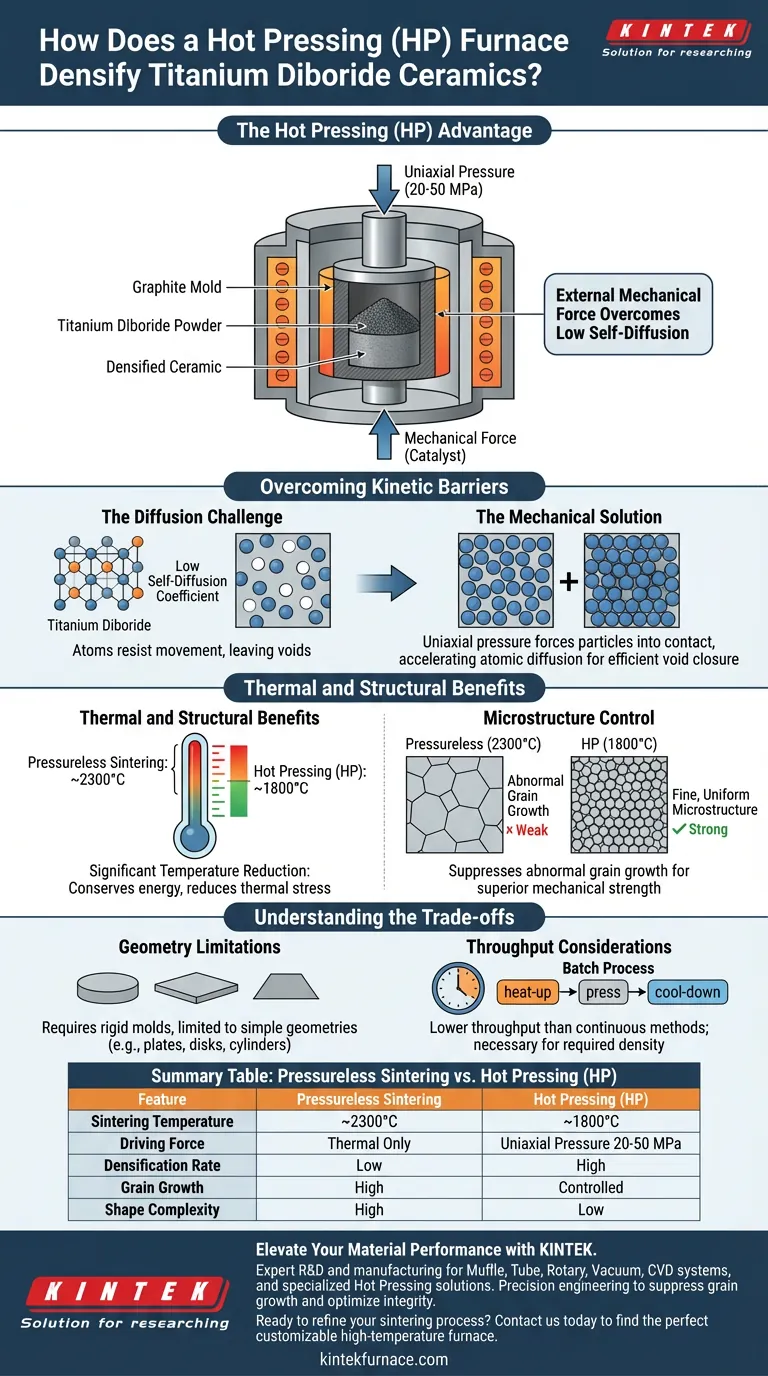
热压 (HP) 炉通过施加单轴压力,对封装在石墨模具中的二硼化钛粉末进行同时加压,从而驱动致密化。这种外部机械力,通常在 20 至 50 MPa 范围内,充当催化剂,克服材料本身固有的低自扩散系数。
通过用机械力取代极高的热能,热压改变了二硼化钛的烧结要求,能够在显著降低的温度下实现高密度,同时保持结构完整性。
克服动力学势垒
扩散挑战
二硼化钛本身难以致密化,因为其原子结构抗拒运动。 在正常条件下,它具有低自扩散系数,这意味着原子不会自然地重新排列以填充空隙并消除气孔。 传统烧结仅依靠热能来驱动这种运动,通常需要过高的热量。
机械解决方案
HP 炉引入了机械驱动力来解决这一动力学问题。 通过将单轴压力直接施加到粉末上,炉子迫使颗粒更紧密地接触。 这在物理上加速了原子扩散,确保空隙比仅靠热能能更有效地闭合。

热学和结构效益
显著降低温度
由于压力有助于致密化过程,因此对热量的要求急剧下降。 虽然二硼化钛的无压烧结需要大约 2300°C 的温度,但热压在大约 1800°C 即可获得相当或更好的结果。 这种降低节省了能源并减少了设备上的热应力。
微观结构控制
高温通常会导致所谓的晶粒异常长大现象,即晶体长得过大并降低材料的强度。 通过在 1800°C 而非 2300°C 下烧结,热压能有效抑制晶粒异常长大。 这产生了细小、均匀的微观结构,这对于最终陶瓷的机械性能至关重要。
理解权衡
几何形状限制
单轴压力的应用需要刚性石墨模具。 这限制了您可以生产的形状的复杂性;该工艺最适合简单的几何形状,如板、盘或圆柱体。 具有复杂特征或倒扣的零件无法通过此方法有效成型。
产量考虑
热压本质上是一个批次过程,涉及特定模具组的加热、加压和冷却循环。 与连续无压烧结方法相比,它的产量通常较低。 然而,对于二硼化钛等材料,为了达到所需的密度,这种权衡通常是必要的。
为您的目标做出正确选择
要确定热压是否是您的二硼化钛应用的正确方法,请考虑您的具体性能目标:
- 如果您的主要关注点是最大密度:热压对于克服低自扩散和消除气孔至关重要,而无需达到极端温度。
- 如果您的主要关注点是微观结构完整性:较低的加工温度 (1800°C) 是防止晶粒粗化和保持机械强度的最佳方法。
热压将二硼化钛的加工从热挑战转变为受控的、机械辅助的成功。
总结表:
| 特征 | 无压烧结 | 热压 (HP) |
|---|---|---|
| 烧结温度 | ~2300°C | ~1800°C |
| 驱动力 | 仅热能 | 单轴压力 (20-50 MPa) |
| 致密化速率 | 低 (由于扩散慢) | 高 (机械辅助) |
| 晶粒生长 | 高 (有异常长大的风险) | 受控 (细小微观结构) |
| 形状复杂性 | 高 (复杂几何形状) | 低 (简单的圆盘/板) |
使用 KINTEK 提升您的材料性能
您是否在努力实现二硼化钛等先进陶瓷的完全致密化?在专家研发和制造的支持下,KINTEK 提供高性能的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,以及专为满足您独特的实验室需求而定制的热压解决方案。我们的精密工程有助于您抑制晶粒生长,并在较低的能源成本下优化结构完整性。
准备好优化您的烧结过程了吗? 立即联系我们,与我们的专家咨询,找到适合您研究或生产目标的完美定制高温炉。
图解指南
参考文献
- Xinran Lv, Gang Yu. Review on the Development of Titanium Diboride Ceramics. DOI: 10.21926/rpm.2402009
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















