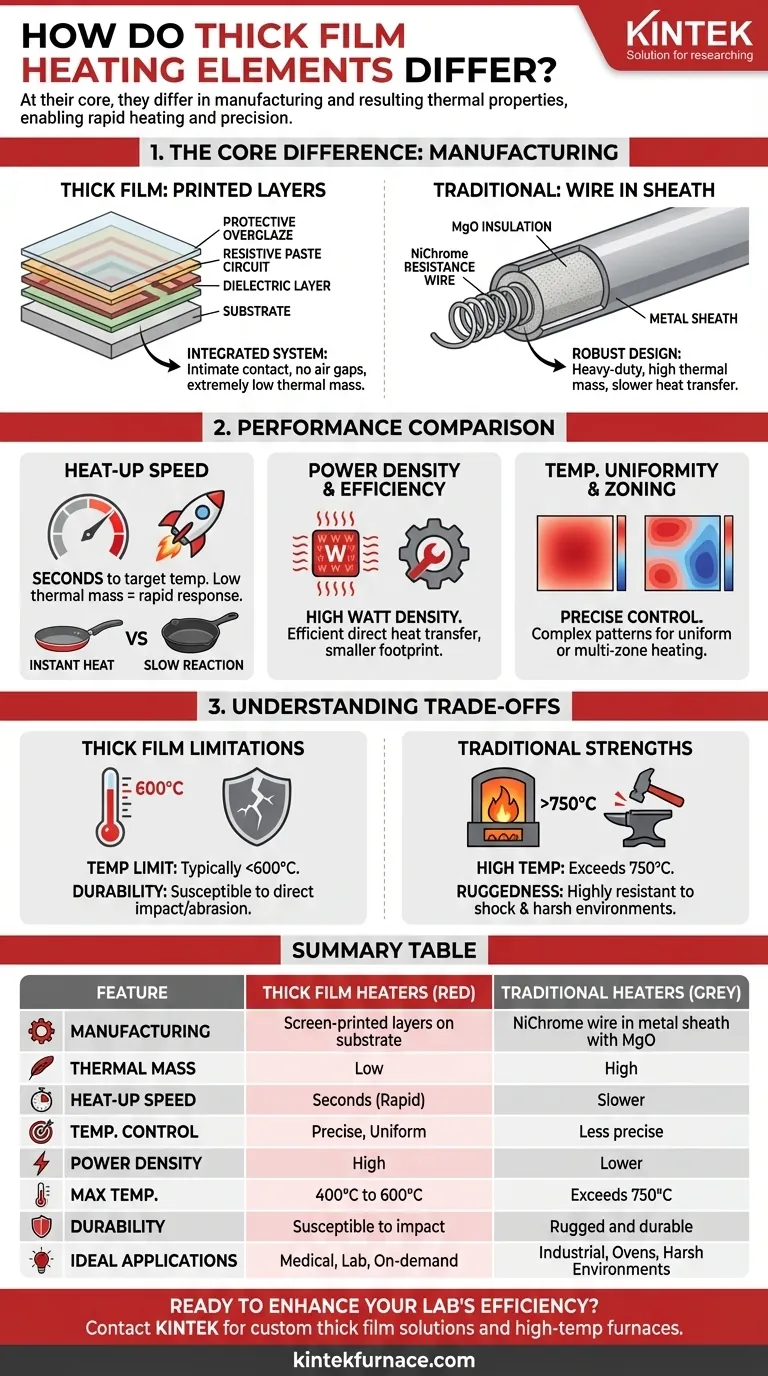
从核心来看,厚膜加热元件与传统加热器在制造工艺和由此产生的热性能方面有所不同。厚膜加热器不是使用传统的线圈,而是通过将专用电阻浆料和介电浆料丝网印刷到基板上,然后高温烧结而成。这个过程使元件具有极低的热质量,从而实现传统技术无法比拟的快速加热和精确温度控制。
根本的区别在于设计理念。传统加热器旨在实现坚固耐用和高温功率,而厚膜加热器则专为速度、精度和紧凑、集成式外形而设计。
核心区别:制造和设计
加热元件的构造方式决定了其性能特征。了解制造过程是理解这些技术之间根本区别的关键。
厚膜:基板上的印刷层
厚膜加热器不是一个分立元件,而是一个集成系统。该过程涉及将电阻电路直接印刷到平面或管状基板上,基板通常由陶瓷、不锈钢或铝制成。
这种分层结构意味着加热元件与它所加热的表面紧密接触。没有气隙或笨重的绝缘材料来减缓热传递,这是其主要优势的来源。
传统加热器:护套中的电阻丝
大多数传统加热器,如管状或筒式元件,都依赖于镍铬(NiChrome)电阻丝。这种导线被卷绕并悬浮在金属管内,通过压实的陶瓷粉末(如氧化镁 (MgO))与外护套绝缘。
这种坚固耐用的设计非常适合耐用性,但本质上会产生高热质量。热量必须首先加热导线,然后通过 MgO 粉末传导,最后加热外护套,才能传递到您的目标。

这对性能有何影响
构造上的对比导致这些加热器在实际应用中的性能存在显著且可衡量的差异。
升温速度和响应时间
这是厚膜技术最显著的优势。由于其低热质量,厚膜加热器可以在几秒钟内达到目标温度。
可以将其想象成加热一个薄而轻的煎锅与一个沉重的铸铁煎锅之间的区别。轻型煎锅(厚膜)几乎可以立即加热和冷却,而铸铁煎锅(管状加热器)对功率变化的反应要慢得多。
功率密度和效率
功率密度是指每单位表面积可提供的功率(瓦特)。厚膜加热器在这方面表现出色,通常可以实现非常高的瓦特密度。
由于电阻电路直接印刷在基板上,热传递效率极高。几乎所有产生的能量都直接传递到表面,最大限度地减少了能量浪费,并允许在更小的空间内实现更大的功率。
温度均匀性和分区
丝网印刷工艺允许创建极其复杂和定制的电路图案。这意味着可以有意地不均匀地分配热量,以在非均匀部件上实现完全均匀的温度。
此外,可以在单个基板上印刷多个独立的加热电路。这允许复杂的区域加热,其中组件的不同区域可以同时控制到不同的温度。
了解权衡
没有哪种技术在所有情况下都是最优的。厚膜加热器的独特性能也伴随着特定的局限性,这使得其他技术更适合某些应用。
温度限制
虽然厚膜加热器非常适合中等温度,但通常受其构造材料的限制,最高工作温度通常在 400°C 至 600°C 范围内。对于超过 750°C 的极端高温应用,坚固的管状或陶瓷加热器仍然是标准。
耐用性和机械强度
管状加热器坚固耐用的特性使其高度耐受物理冲击、振动和恶劣的工业环境。厚膜元件作为基板上的一系列印刷层,本质上更容易受到直接冲击或磨损的损坏。
适用性
厚膜技术非常适合加热平面或管状表面以及流经它们的流体。它不太适合浸入腐蚀性液体或插入钻孔(筒式加热器的主要用途),除非集成到专门设计的组件中。
为您的应用做出正确选择
选择正确的加热元件需要将技术的优势与您的主要设计目标对齐。
- 如果您的主要关注点是速度和精度: 厚膜是需要快速热响应的应用的明确选择,例如医疗诊断、分析仪器和即热式热水器。
- 如果您的主要关注点是坚固耐用和高温: 传统管状或筒式加热器更适合重型工业机械、烤箱和恶劣环境下的过程加热。
- 如果您的主要关注点是将热量集成到复杂组件中: 厚膜能够直接印刷到组件上,可以简化产品设计并减少零件数量。
- 如果您的主要关注点是批量生产: 自动化丝网印刷工艺使厚膜在规模化生产中具有很高的成本效益,尽管初始模具成本可能更高。
通过了解这些核心差异,您可以自信地选择能够满足您的应用所需精确性能的加热技术。
总结表:
| 特点 | 厚膜加热器 | 传统加热器 |
|---|---|---|
| 制造 | 基板上的丝网印刷层 | 金属护套中的镍铬丝,带氧化镁绝缘 |
| 热质量 | 低 | 高 |
| 升温速度 | 秒级 | 较慢 |
| 温度控制 | 精确 | 不那么精确 |
| 功率密度 | 高 | 较低 |
| 最高温度 | 400°C 至 600°C | 超过 750°C |
| 耐用性 | 易受冲击 | 坚固耐用 |
| 理想应用 | 医疗设备、分析仪器、即热式加热 | 工业烤箱、恶劣环境、高温工艺 |
准备好提高您实验室的加热效率了吗? KINTEK 专注于先进的高温炉解决方案,包括定制厚膜加热器。凭借我们强大的研发和内部制造能力,我们提供马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,以满足您的独特需求。立即联系我们,讨论我们的深度定制能力如何优化您的实验和流程!
图解指南