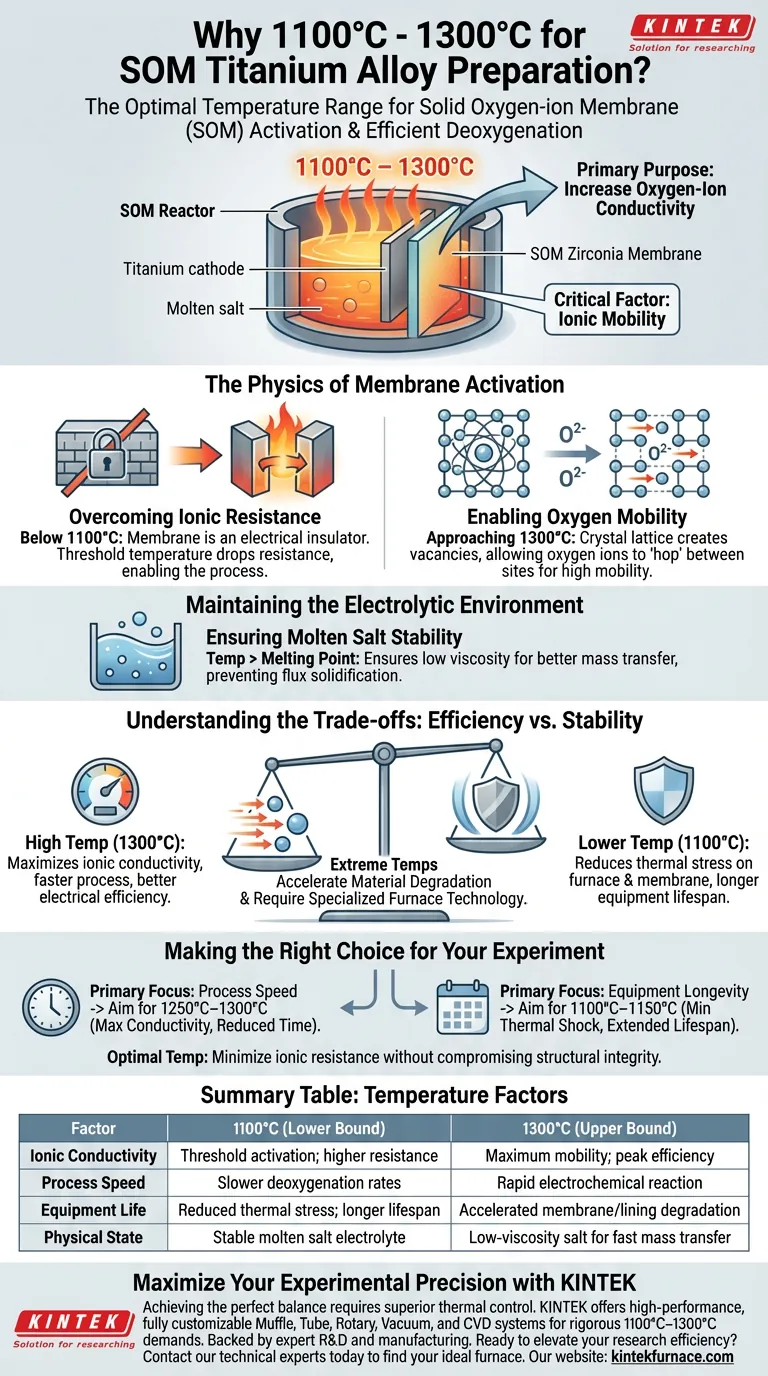
选择1100°C至1300°C的温度范围是有特定原因的,目的是克服固体氧离子膜(SOM)的活化能垒。虽然这种高温确保了熔盐电解质保持液态,但其主要技术目的是极大地提高膜材料的氧离子电导率,从而确保钛的高效脱氧。
驱动这一温度选择的关键因素是离子迁移率。在低于1100°C的温度下,陶瓷膜充当绝缘体;只有在这个高温窗口内,它才变得足够导电,以促进合金中氧的电化学分离。
膜活化的物理学原理
克服离子电阻
SOM工艺的核心是固体膜,通常由氧化锆基陶瓷组成。在标准温度下,这些材料具有较高的电阻。
为了作为电解质发挥作用,该材料需要显著的热能。1100°C的阈值通常是电阻足够低,能够使工艺在能量上变得可行的温度。
实现氧迁移
该工艺依赖于将氧离子从钛熔体中“泵出”并通过固体膜。
在接近1300°C的温度下,膜的晶格结构会产生空位,允许氧离子从一个位置跳跃到另一个位置。这种高离子迁移率是脱氧过程的驱动力。

维持电解环境
确保熔盐稳定性
该温度范围的次要要求是助熔剂的物理状态。熔盐体系充当钛阴极和SOM阳极之间的传输介质。
炉子必须将温度保持在这些盐的熔点之上。这确保了低粘度,从而促进更好的传质,并防止助熔剂在反应器较冷区域凝固。
理解权衡
效率与稳定性的平衡
在较高温度范围(1300°C)下运行可最大化离子电导率,使过程更快,电效率更高。
然而,极端温度会对炉子部件造成巨大压力。
材料限制
虽然较高的温度可以改善反应动力学,但也会加速炉衬和膜本身的退化。
此外,正如在一般高温加工中所指出的,需要专门的炉子技术(例如在相似范围内烧结所使用的技术)来在这种极端条件下维持大气控制和温度均匀性。
为您的实验做出正确选择
要确定您应该在1100°C–1300°C的哪个范围内运行,请考虑您的具体限制条件:
- 如果您的主要关注点是工艺速度:瞄准较高范围(1250°C–1300°C),以最大化氧化锆膜的离子电导率并缩短反应时间。
- 如果您的主要关注点是设备寿命:在较低范围(1100°C–1150°C)附近运行,以最大程度地减少热冲击并延长膜和加热元件的寿命。
最终,最佳温度是使离子电阻最小化而不损害SOM设备结构完整性的点。
总结表:
| 因素 | 1100°C (下限) | 1300°C (上限) |
|---|---|---|
| 离子电导率 | 阈值激活;电阻较高 | 最大迁移率;峰值效率 |
| 工艺速度 | 脱氧速率较慢 | 快速电化学反应 |
| 设备寿命 | 热应力降低;寿命更长 | 膜/衬里退化加速 |
| 物理状态 | 稳定的熔盐电解质 | 低粘度盐,传质快速 |
通过KINTEK最大化您的实验精度
要在离子迁移率和设备寿命之间取得完美的平衡,需要卓越的热控制。KINTEK提供高性能的实验室解决方案,专为先进冶金和材料科学量身定制。凭借专家级的研发和制造支持,我们提供马弗炉、管式炉、旋转炉、真空炉和CVD系统,所有这些都可以完全定制,以满足SOM钛加工严苛的1100°C–1300°C要求。
准备好提升您的研究效率了吗? 立即联系我们的技术专家,找到满足您独特需求的理想高温炉。
图解指南
参考文献
- Yuhang Miao, Jinming Hu. Research Progress of Preparing Titanium Alloy By Molten Salt Method. DOI: 10.62051/ijnres.v2n1.30
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















