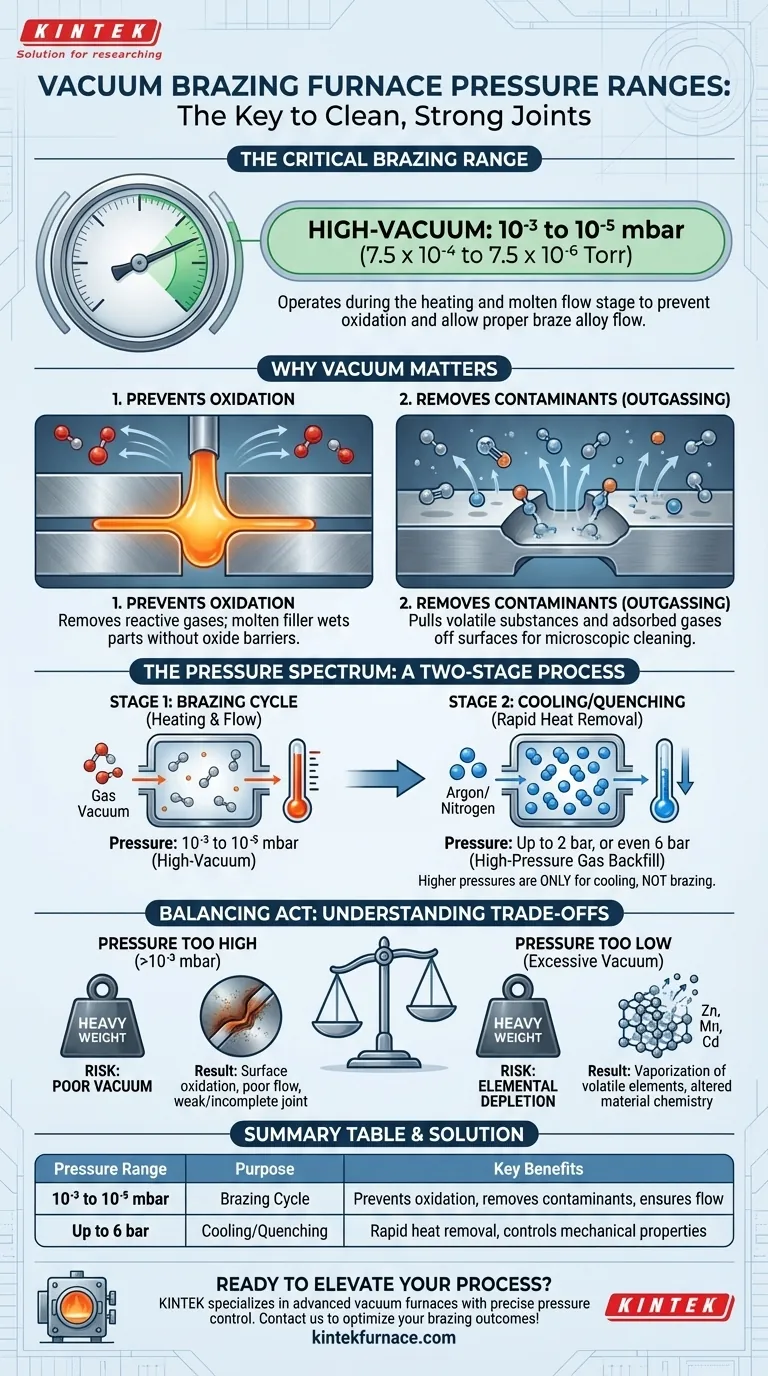
具体来说,真空钎焊炉在实际钎焊周期中通常在10⁻³至10⁻⁵毫巴 (mbar) 的高真空范围内运行。此压力水平约等于7.5 x 10⁻⁴至7.5 x 10⁻⁶托,对于创建一个足够清洁的环境以防止氧化并使钎料正确流入接头至关重要。
真空炉中的特定压力水平并非随意设定;它是一个精确控制的参数,旨在创建一个具有化学活性的环境,去除污染物和氧化物,确保钎焊接头的冶金完整性。
真空在钎焊中的作用
真空钎焊的主要目标是在两个或更多金属部件之间创建坚固、清洁和气密的接头。实现这一目标需要一个与在空气中钎焊截然不同的环境。
防止氧化
真空最关键的功能是去除炉腔中的氧气和其他活性气体。加热时,大多数金属表面会迅速形成氧化物,这些氧化物会形成屏障,阻止熔融钎料润湿部件并通过毛细作用流入接头。
通过将腔室抽至高真空,氧分子数量大幅减少,即使在钎焊所需的高温下,氧化也无法发生。
去除挥发物和污染物
真空主动将挥发性物质和吸附气体从待钎焊部件的表面吸走。这个过程被称为脱气,它在微观层面上清洁了接头表面。
这确保了没有被困的污染物干扰钎料与母材之间形成坚固、连续的冶金结合。

了解不同的压力范围
现代真空炉在过程的不同阶段以不同的压力运行。混淆这些阶段是一个常见的误解。
高真空钎焊范围(10⁻³至10⁻⁵毫巴)
这是钎料合金加热和熔融流动的压力范围。这被认为是高真空环境。
这个水平足够低,可以防止不锈钢、镍合金和铜等常见工程材料的氧化。
用于冷却和淬火的较高压力
钎焊过程完成后,钎料凝固,组件必须冷却。一些炉子使用高压气体淬火进行此步骤。
炉子会回充惰性气体,如氩气或氮气,压力达到2巴甚至高达6巴。这种高压气体快速循环,比在真空中冷却更快地散热。这对于在最终组件中获得特定的机械性能或晶粒结构至关重要。
这些较高的压力仅用于冷却,而非钎焊发生的压力。
了解权衡
选择正确的压力是一个平衡相互竞争因素的问题。并非总是“压力越低越好”。
真空不良的风险(压力过高)
如果真空度不够低(例如,高于10⁻³毫巴),炉腔中会残留氧气。这将导致部件表面氧化,钎料流动不良,并最终形成弱或不完整的接头。
结果是废品率高和性能不可靠。
真空过度的风险(压力过低)
对于某些材料,极低的压力可能是有害的。一些金属合金含有高蒸汽压的元素,这意味着它们在高温和极低压力下会从母材或钎料合金中“沸腾”或升华。
锌、锰或镉等元素容易发生这种情况。这种现象被称为元素耗尽,会改变母材和钎焊接头的化学成分和性能。在这种情况下,钎焊可能需要在稍高的压力下进行,或者使用惰性气体的分压来抑制这种挥发。
为您的目标做出正确选择
最佳压力设置完全取决于所连接的材料和所需的结果。
- 如果您的主要关注点是钎焊标准不锈钢或镍合金:10⁻³至10⁻⁵毫巴的标准高真空范围是获得清洁、无氧化接头的正确环境。
- 如果您的主要关注点是钎焊含有挥发性元素的材料(例如,某些铜或铝合金):您必须仔细控制压力以防止元素耗尽,这可能需要真空范围的较高端操作或使用部分压力回充。
- 如果您的主要关注点是控制最终机械性能:具有高压气体淬火能力的炉子对于钎焊周期完成后快速冷却至关重要。
最终,控制炉内压力是掌握真空钎焊工艺的基础。
摘要表:
| 压力范围 | 目的 | 主要优点 |
|---|---|---|
| 10⁻³至10⁻⁵毫巴 | 钎焊周期 | 防止氧化,去除污染物,确保钎料正确流动 |
| 最高6巴 | 冷却/淬火 | 快速散热,控制机械性能 |
准备好提升您的真空钎焊工艺了吗? KINTEK专注于先进的高温炉解决方案,包括具有精确压力控制的真空和气氛炉。我们深度定制的能力确保您的炉子满足独特的实验需求,为不锈钢和镍合金等材料提供清洁、坚固的接头。立即联系我们,讨论我们如何优化您的钎焊成果!
图解指南