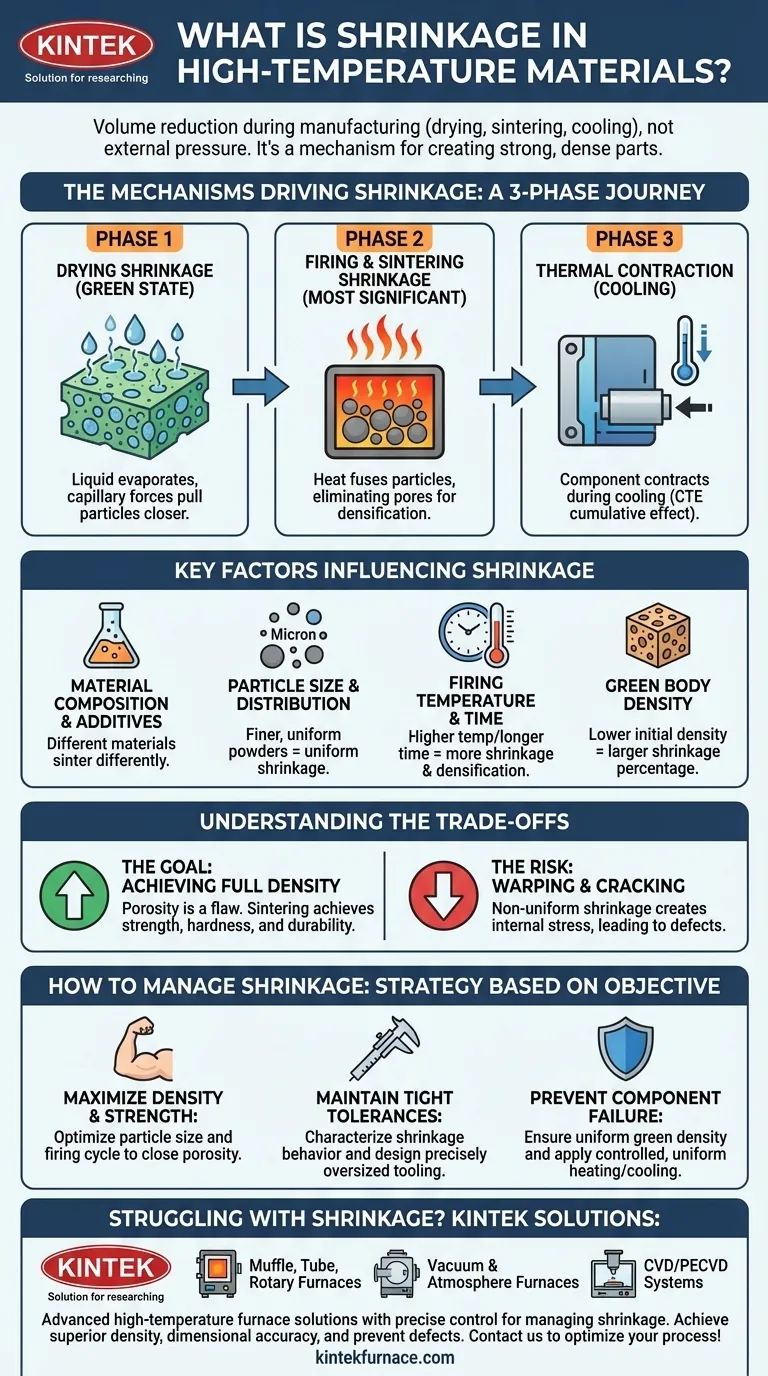
在高温材料科学中,收缩是指部件在制造过程中发生的体积减小。这种尺寸变化不是由外部压力引起的,而是干燥、烧结或烧成的高温以及随后的冷却等过程的固有结果。
核心挑战不在于消除收缩,而在于预测和控制它。对于许多先进材料而言,收缩正是形成坚固、致密最终部件的机制,因此它是一个必须精确管理的关键设计参数,以确保尺寸精度并防止失效。
驱动收缩的机制
要理解材料为何会收缩,需要考察制造过程中的三个不同且通常是连续的阶段。每个阶段都促成了总的尺寸变化。
阶段 1:干燥收缩
在高温烧制之前,部件通常处于“生坯”(green)状态,这意味着它是主要材料粉末与各种粘合剂或液体的混合物。当这个部件干燥时,液体会蒸发。
逸出的液体产生的毛细作用力将固体颗粒拉得更近,导致部件收缩。在陶瓷流延成型或粉末注塑成型等工艺中,这种初始收缩最为显著。
阶段 2:烧制与烧结收缩
这是陶瓷和粉末金属等高温材料最显著的阶段。烧结是利用低于材料熔点的温度将颗粒粘合在一起的过程。
在烧结过程中,原子在颗粒边界处扩散,使它们结合并生长在一起。这个过程会消除颗粒之间的孔隙或空隙,从而导致部件总体积急剧且永久地减小。这就是多孔粉末坯体转变为致密、坚固固体的方式。
阶段 3:热收缩(冷却)
在达到烧制过程中的最高温度后,已经致密的部件必须冷却回室温。像大多数材料一样,它在冷却时会收缩。
这种变化受材料的热膨胀系数 (CTE) 控制。虽然它与烧结收缩不同,但它是一个累积效应,必须计入最终尺寸中。

影响收缩的关键因素
收缩的确切量不是一个固定值;它对材料本身和工艺条件都高度敏感。
材料成分
不同的材料在烧结和收缩方面固有地不同。可以在粉末中混合添加剂,以促进或限制收缩,并帮助控制最终密度。
颗粒大小和分布
更细、尺寸更均匀的粉末通常在生坯状态下堆积得更有效率。这导致烧制过程中收缩更均匀、更可预测,因为需要消除的孔隙变化较小。
烧制温度和时间
较高的烧结温度和在该温度下的持续时间会增加原子扩散的速度。这导致孔隙消除更完全,从而实现更大的致密化,进而导致更大的收缩。
生坯密度
未烧制部件的初始密度至关重要。低生坯密度的部件具有大量的孔隙。消除这种高孔隙率将导致比烧制前已经致密堆积的部件更大的收缩百分比。
理解权衡
收缩是一把双刃剑;它既是制造坚固材料的必要工具,也是制造缺陷的主要来源。
目标:实现完全致密
对于高性能应用,孔隙率是致命的缺陷,因为孔隙是裂纹可能开始的应力集中点。烧结收缩是实现接近完全致密的理想机制,这与材料的强度、硬度和耐用性直接相关。
风险:翘曲和开裂
危险在于非均匀收缩。如果部件的一个部分加热速度更快或具有不同的生坯密度,它将以不同于其周围环境的速度收缩。这种差异性收缩会产生巨大的内部应力,可能导致部件在过程中翘曲、变形甚至开裂。
挑战:可预测性
最终的工程挑战是使收缩均匀且可预测。制造商会进行广泛的测试来表征材料的收缩率。然后,他们会设计初始模具和工具,使其尺寸精确过大,以预期收缩的确切量,从而达到最终的目标尺寸。
如何在您的工艺中管理收缩
控制收缩是高温材料加工成功的根本。您的策略将取决于您的主要目标。
- 如果您的主要重点是实现最大密度和强度: 您必须将收缩视为一种工具,优化材料的颗粒大小和烧制周期,以尽可能多地封闭孔隙。
- 如果您的主要重点是保持严格的尺寸公差: 您必须仔细表征材料的收缩行为,并设计精确尺寸过大的工具来补偿预期的体积损失。
- 如果您的主要重点是防止部件失效: 您必须确保生坯密度均匀,并应用受控、均匀的加热和冷却曲线,以防止导致内部应力和开裂的差异性收缩。
通过将收缩视为一个可预测的工程参数而不是一个不可避免的缺陷,您可以控制最终部件的质量和性能。
摘要表:
| 方面 | 描述 |
|---|---|
| 定义 | 制造过程中由于干燥、烧结和冷却引起的体积减小,而非外部压力。 |
| 关键机制 | 干燥收缩、烧制/烧结收缩、热收缩。 |
| 影响因素 | 材料成分、颗粒大小、烧制温度/时间、生坯密度。 |
| 权衡 | 实现密度和强度,但如果收缩不均匀则有翘曲/开裂的风险。 |
| 管理策略 | 通过材料和工艺优化来预测和控制收缩,以实现尺寸精度。 |
在您的高温工艺中为收缩所困扰吗? KINTEK 专注于为材料科学实验室量身定制先进的高温炉解决方案。我们的马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,结合深度的定制能力,确保精确的温度控制和均匀加热,以有效管理收缩。在您的部件中实现卓越的密度、尺寸精度并防止缺陷。立即联系我们,讨论我们如何优化您的制造工艺!
图解指南
相关产品
- 1400℃ 带氧化铝管的高温实验室管式炉
- 1700℃ 高温实验管式炉(配氧化铝管)
- 实验室用 1800℃ 高温马弗炉炉
- 用于 KF 的超高真空观察窗不锈钢法兰蓝宝石玻璃视镜
- 2200 ℃ 钨真空热处理和烧结炉



















