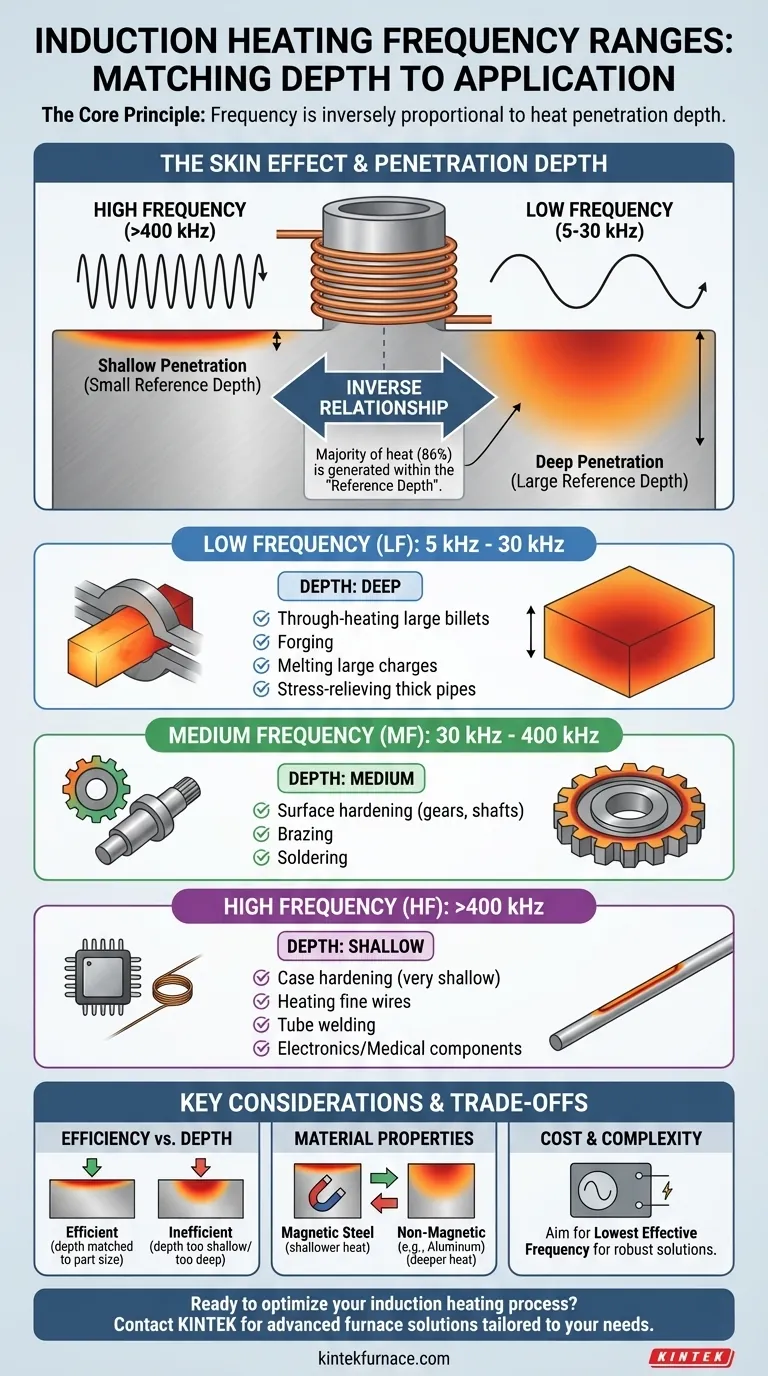
感应加热频率的选择基于一个基本原则:所需的热量渗透到材料中的深度。频率与此深度成反比。低频(5-30 kHz)用于厚零件的深度加热,中频(100-400 kHz)用于较小零件或表面硬化,高频(400 kHz 以上)用于非常小的零件或极浅表面的精密加热。
核心原则是反比关系:频率越高,热渗透越浅。选择正确的频率不是根据应用名称,而是根据工件的几何形状和金相要求来匹配加热深度。
核心原则:频率与渗透深度
要选择正确的频率,您必须首先了解感应如何产生热量的物理原理。该过程受一种称为“趋肤效应”的现象支配。
介绍“趋肤效应”
当交流电(AC)流过导体时,它倾向于在表面最密集,并且其密度向中心呈指数衰减。感应加热通过在工件中非接触地感应这些“涡流”来工作。
由于趋肤效应,大部分加热发生在零件表面附近的一个有限层中。
定义“参考深度”
工程师使用一个特定的指标,称为参考深度(或渗透深度)。这是从表面到感应电流密度下降到其表面值的约 37% 的深度。
至关重要的是,由感应电流产生的总热量的约 86% 发生在此参考深度内。它是您通过频率控制的主要变量。
反比关系
这种关系简单而直接:
- 低频 = 大参考深度 = 深层热渗透
- 高频 = 小参考深度 = 浅层热渗透
控制频率使您能够精确控制热量在零件内部的产生位置,这是成功进行感应加热的关键。

频率波段实用指南
不同的行业已经围绕特定的频率范围进行了标准化,这些范围针对常见任务进行了优化。
低频(LF):5 kHz 至 30 kHz
此范围用于需要深度、均匀加热的应用。低频允许涡流深入渗透到材料中。
常见用途包括用于锻造的大型坯料的透热、熔化大量金属以及厚壁管道的应力消除。
中频(MF):30 kHz 至 400 kHz
这可以说是感应加热中最通用和最常见的范围。它在渗透深度和加热速度之间提供了良好的平衡。
其主要应用是齿轮、轴和轴承等零件的表面硬化,您需要坚硬、耐磨的表面,同时保持韧性核心。它也广泛用于钎焊和焊接。
高频(HF):400 kHz 以上
高频用于加热必须限制在极薄的表面层或零件本身非常小的情况。
这非常适合具有非常浅深度的渗碳、加热细线、管焊接或加热电子和医疗行业中的微观组件。
了解权衡
选择频率并非总是简单明了。您必须考虑零件、工艺和设备之间的相互作用。
效率与深度
为了高效加热,参考深度应显著小于零件的厚度或半径。如果频率对于零件尺寸来说太低,磁场可能会直接穿过,导致能量传输不良。
相反,如果频率对于所需的渗碳深度过高,您只会加热一个极薄的层。这可能效率低下,并且需要更长的热“浸泡”时间才能使热量向内传导到所需深度。
材料特性很重要
参考深度还取决于材料的电阻率和磁导率。
例如,相同的频率在磁性钢(低于其居里温度)中产生的加热深度将比在非磁性不锈钢或铝中浅得多。这必须纳入您的计算中。
设备的成本和复杂性
一般来说,不同频率范围的电源涉及不同的技术。目标是始终使用能有效实现所需加热曲线的最低频率,因为这通常对应于最坚固且最具成本效益的设备解决方案。
为您的目标做出正确选择
要选择正确的频率,您必须首先定义您的主要加热目标。
- 如果您的主要重点是透热大型厚零件:使用低频(5-30 kHz)以确保热量深入均匀渗透。
- 如果您的主要重点是组件的表面硬化:选择中频(30-400 kHz),以创建适合所需渗碳深度的加热深度。
- 如果您的主要重点是加热非常小的零件或极薄的表面层:选择高频(>400 kHz)以将能量精确集中在需要的位置。
最终,正确的频率是能够最有效地将热量精确放置在您的工艺所需位置的频率。
总结表:
| 频率范围 | 渗透深度 | 常见应用 |
|---|---|---|
| 5 kHz - 30 kHz | 深 | 大型坯料透热、锻造、厚壁管道应力消除 |
| 30 kHz - 400 kHz | 中 | 表面硬化(齿轮、轴)、钎焊、焊接 |
| 400 kHz 以上 | 浅 | 渗碳、细线加热、管焊接、电子产品 |
准备好优化您的感应加热工艺了吗?在 KINTEK,我们利用卓越的研发和内部制造能力,提供根据您的需求量身定制的先进高温炉解决方案。我们的产品线包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,所有这些都拥有强大的深度定制能力,可精确满足您独特的实验要求。立即联系我们,讨论我们如何提高您实验室的效率并取得卓越成果!
图解指南