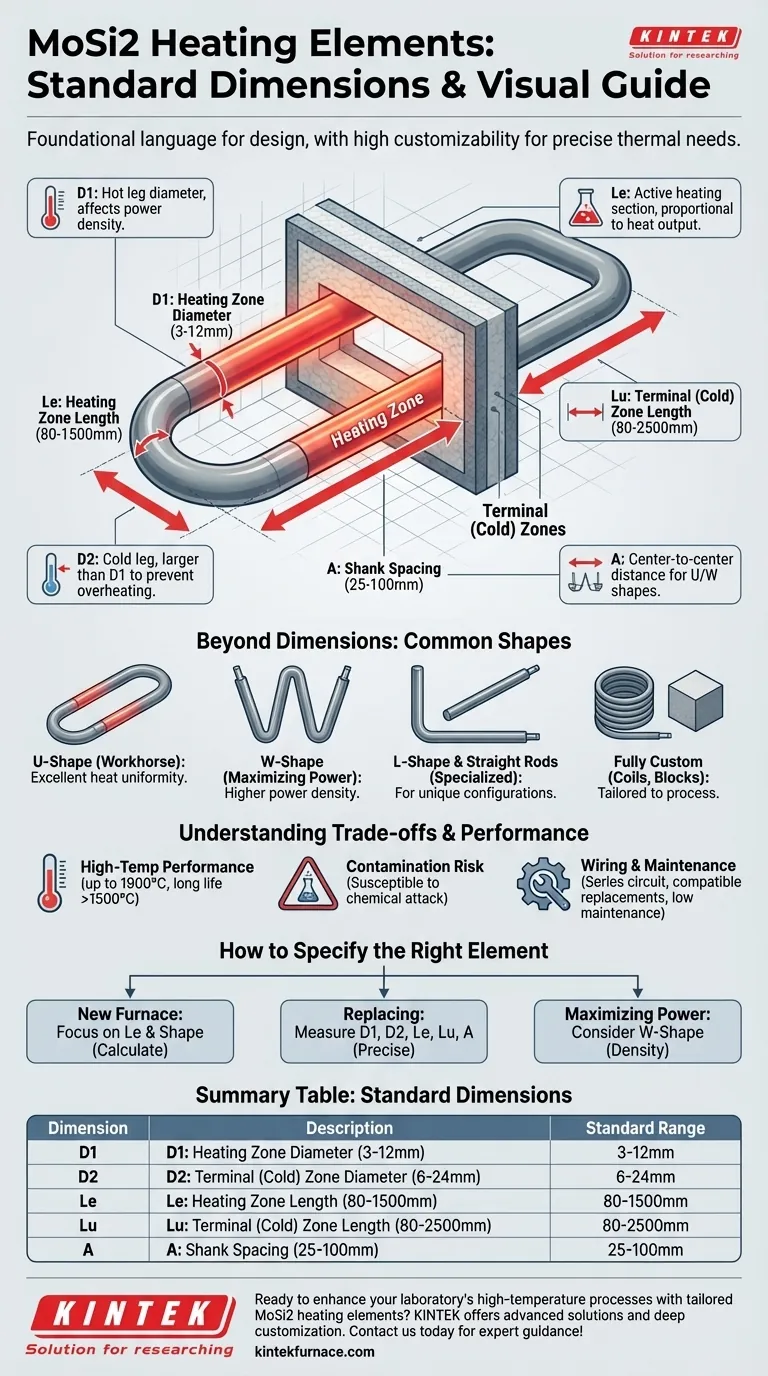
在指定 MoSi2 加热元件时,标准尺寸为设计提供了一个基础语言。这些常见尺寸包括加热区直径(D1)从 3 毫米到 12 毫米,端子或“冷区”直径(D2)从 6 毫米到 24 毫米,加热区长度(Le)从 80 毫米到 1500 毫米,端子长度(Lu)从 80 毫米到 2500 毫米,以及柄间距(A)从 25 毫米到 100 毫米。
虽然存在标准尺寸,但最好将其视为一个起点。二硅化钼 (MoSi2) 元件的真正价值在于其高度的可定制性,可以根据您熔炉的热学和几何要求进行精确调整。
尺寸解析:一个视觉指南
理解每个尺寸的含义对于设计新熔炉和更换现有元件都至关重要。这些参数定义了元件的性能和物理匹配性。
D1:加热区直径
这是元件“热腿”的直径,即位于熔炉腔内部并辐射热量的部分。它是决定元件功率密度和电阻的主要因素。
D2:端子(冷区)直径
这是“冷腿”的直径,它穿过熔炉绝缘层并连接到电源。端子直径(D2)总是大于加热区直径(D1),以确保较低的电阻,从而防止端子在穿过耐火壁时过热。
Le:加热区长度
此尺寸规定了有效加热部分的长度。元件的总热输出与该区域的表面积成正比。
Lu:端子(冷区)长度
端子长度必须足以跨越熔炉绝缘层的整个厚度,并在熔炉主体外部为电气连接提供足够的空间。
A:柄间距
对于 U 形和 W 形元件,这是两个支腿(柄)之间的中心到中心距离。此尺寸对于将元件与熔炉顶部或墙壁上的预钻孔相匹配至关重要。

超越尺寸:形状的作用
元件的形状由熔炉的设计和所需的均匀热分布决定。标准尺寸适用于各种常见形状。
主力军:U 形元件
U 形是最常见的配置。这些元件通常垂直悬挂在熔炉顶部或水平安装在墙壁上,提供出色的热均匀性。
最大化功率:W 形元件
W 形元件本质上是两个连接在一起的 U 形元件。它在较小的区域内提供更高密度的加热功率,非常适合紧凑型熔炉或需要非常快速升温的应用。
专业几何形状:L 形和直杆
L 形元件经过弯曲,用于特定设计,标准 U 形可能不适用,例如在角落周围。直杆也可用于独特的熔炉配置。
完全定制的解决方案
除了这些常见形式,MoSi2 元件还可以制造出高度专业化的形状,包括线圈、块状和全景设计,以满足独特的过程要求。
理解权衡
MoSi2 元件提供卓越的性能,但它们也有特定的操作注意事项,这对确保其使用寿命和可靠性至关重要。
高温性能
这些元件因其能够在非常高的温度下连续运行而受到重视,在某些情况下,元件表面温度可达到 1900°C。当持续高于 1500°C 时,它们的寿命明显长于碳化硅 (SiC) 元件。
污染风险
MoSi2 元件容易受到化学腐蚀和污染。必须小心处理引入熔炉的任何材料(如彩色氧化锆或油漆),以防止释放出可能降解元件保护性二氧化硅层的蒸汽。
接线和维护
元件通常以串联电路连接。一个关键优势是新旧元件的电阻兼容,允许单独更换而无需更换整个组件。其强大的抗氧化性和自修复二氧化硅层带来了最少的维护,降低了总体运营成本。
如何指定正确的元件
您的具体目标将决定您最需要关注哪些尺寸参数。
- 如果您的主要重点是设计一个新熔炉: 从您需要的加热腔体积和目标温度开始,这将帮助您计算所需的总加热长度 (Le) 并选择合适的元件形状和间距 (A)。
- 如果您的主要重点是更换现有元件: 精确测量您当前元件的 D1、D2、Le、Lu 和 A。这些测量值是您订购时的直接更换规格。
- 如果您的主要重点是在有限空间内最大化加热功率: 考虑 W 形元件,因为与标准 U 形元件相比,它们在给定占地面积内提供更高的功率密度。
了解这些核心参数,使您能够选择或设计出与您的高温应用完美匹配的加热解决方案。
摘要表:
| 尺寸 | 描述 | 标准范围 |
|---|---|---|
| D1 (加热区直径) | 热腿的直径,影响功率密度 | 3mm 至 12mm |
| D2 (端子区直径) | 冷腿的直径,防止过热 | 6mm 至 24mm |
| Le (加热区长度) | 有效加热部分的长度 | 80mm 至 1500mm |
| Lu (端子区长度) | 绝缘和连接的长度 | 80mm 至 2500mm |
| A (柄间距) | U 形/W 形的中心到中心距离 | 25mm 至 100mm |
准备好通过定制的 MoSi2 加热元件来增强您实验室的高温工艺了吗?KINTEK 利用卓越的研发和内部制造能力,提供先进的解决方案,如马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们强大的深度定制能力确保了与您独特实验需求的精确匹配,提高了效率和可靠性。立即联系我们以获得专家指导和报价!
图解指南