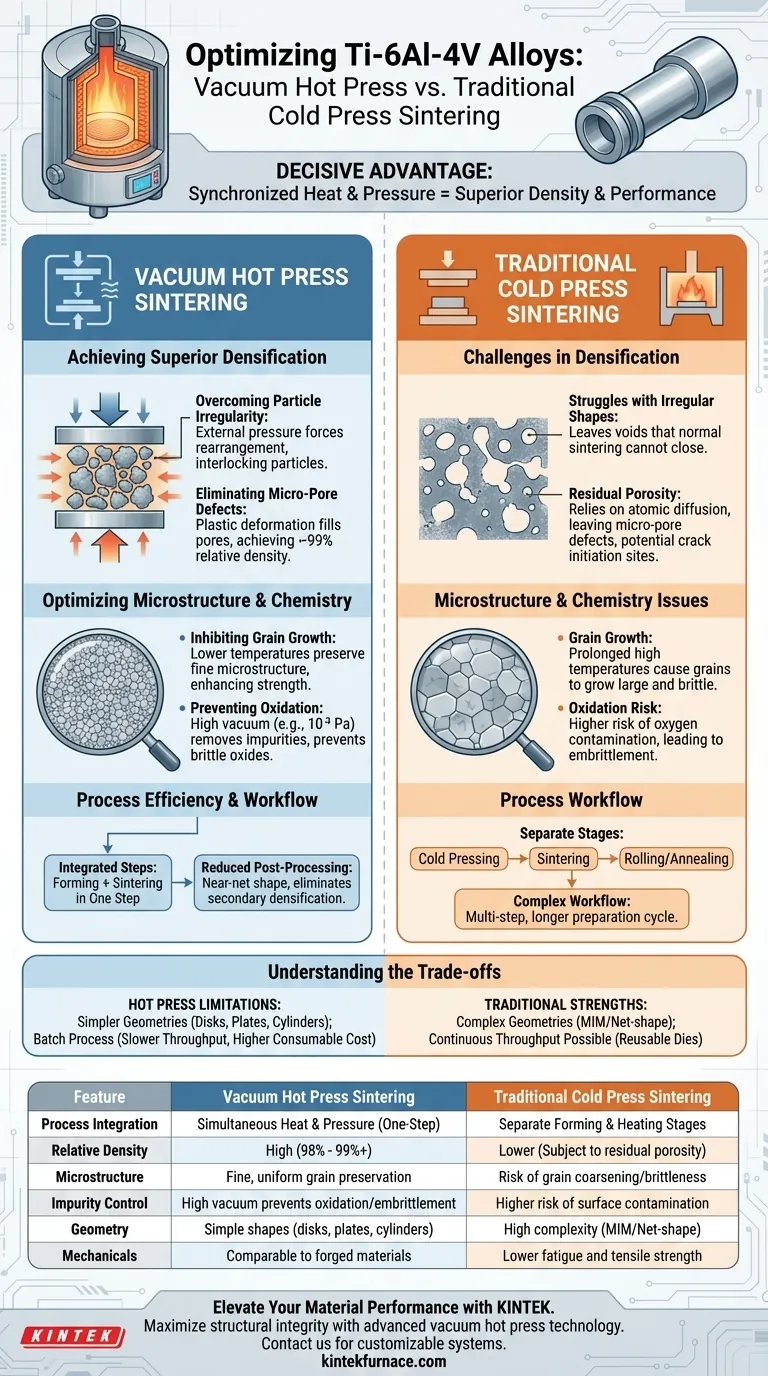
真空热压炉的决定性优势在于其能够将高温热能与机械压力同步整合到单一操作中。与传统的冷压烧结(将成型和加热阶段分开)不同,真空热压在烧结阶段直接施加力(例如 30 MPa)。这使得能够压实难以处理的材料,例如不规则的氢化脱氢 (HDH) 钛粉末,实现 98% 或更高的相对密度以及可与锻造材料媲美的机械性能。
通过引入机械压力作为热能的驱动力,真空热压降低了致密化所需的活化能。这使得在较低的温度或较短的时间内实现近乎完美的密度,从而有效防止晶粒粗化,而晶粒粗化通常会降低传统工艺中 Ti-6Al-4V 合金的强度。
实现卓越的致密化
克服颗粒不规则性
标准的冷压工艺通常难以处理形状不规则的粉末,留下普通烧结无法填补的孔隙。
真空热压通过施加外部压力迫使粉末重新排列来克服这一问题。这有效地消除了表面张力问题,并确保颗粒能够牢固地相互啮合,无论其初始形态如何。
消除微孔缺陷
在无压烧结中,致密化完全依赖于原子扩散,这可能会留下残余孔隙。
热压利用塑性变形来物理填充晶粒间的孔隙。这种机制将相对密度推至近 99%,消除了通常在成品部件中作为裂纹萌生点的微孔缺陷。

优化微观结构和化学成分
抑制晶粒生长
传统的烧结通常需要长时间处于峰值温度以最大化密度,但这会无意中导致晶粒长大且变脆。
由于热压利用压力辅助致密化,因此工艺所需的温度或时间大大降低。这保留了精细、均匀的微观结构——甚至可能是纳米晶结构——这对于保持 Ti-6Al-4V 的高延展性和强度至关重要。
防止氧化和脆化
在高温下,钛和铝对氧的亲和力极高。
高真空环境(例如 10⁻³ Pa)显著降低了氧分压。这有助于去除粉末表面的吸附气体和挥发性杂质,防止形成脆性氧化物,并确保晶界处形成清洁的金属键。
工艺效率和工作流程
步骤集成
传统的粉末冶金通常涉及复杂的顺序:冷压、烧结、轧制和多步退火。
真空热压将成型和烧结整合为一步。这种整合显著缩短了制备周期,并简化了整体制造工作流程。
减少后处理
通过立即实现近净形和高密度,通常可以减少或消除二次致密化工艺(如热等静压或重轧)的需要。
理解权衡
几何限制
虽然热压提供了卓越的材料性能,但与冷压/烧结或金属注射成型相比,它通常仅限于更简单的几何形状(圆盘、板材、圆柱体)。单轴压力使得在没有昂贵、复杂模具设计的情况下难以创建复杂的倒扣或内部特征。
产量和成本
这是一个批次过程,通常比传统烧结中使用的带式炉可能实现的连续产量要慢。此外,热压中使用的石墨模具是会随着时间而损耗的耗材,与冷压中使用的可重复使用的钢模相比,增加了运营成本。
为您的目标做出正确选择
要确定真空热压是否是您 Ti-6Al-4V 应用的正确解决方案,请评估您的具体要求:
- 如果您的主要重点是最大化机械性能:选择真空热压以实现近乎锻造的强度、高密度(98% 以上)和抵抗疲劳的精细晶粒结构。
- 如果您的主要重点是复杂几何形状:坚持使用传统的冷压和烧结(或 MIM),因为热压受到单轴模具压制限制的约束。
- 如果您的主要重点是材料纯度:依靠真空热压在关键的高温阶段主动去除挥发性杂质并防止氧化。
真空热压不仅仅是一种加热方法;它是一种机械强制功能,可在传统热扩散失效的地方保证结构完整性。
总结表:
| 特性 | 真空热压烧结 | 传统冷压烧结 |
|---|---|---|
| 工艺集成 | 同步加热和加压(一步法) | 分离成型和加热阶段 |
| 相对密度 | 高(98% - 99%+) | 较低(受残余孔隙影响) |
| 微观结构 | 精细、均匀的晶粒保持 | 晶粒粗化/变脆的风险 |
| 杂质控制 | 高真空防止氧化/脆化 | 表面污染风险较高 |
| 几何形状 | 简单形状(圆盘、板材、圆柱体) | 高复杂度(MIM/净形) |
| 机械性能 | 可与锻造材料媲美 | 疲劳和拉伸强度较低 |
通过 KINTEK 提升您的材料性能
利用KINTEK先进的真空热压技术,最大化您 Ti-6Al-4V 部件的结构完整性。我们拥有专业的研发和世界一流的制造能力,提供高性能的真空、CVD、马弗炉、管式和旋转系统——所有这些都可以根据您的具体冶金要求进行完全定制。
无论您需要消除微孔缺陷还是保持纳米晶结构,我们的工程团队随时准备提供您所需的精度。立即联系 KINTEK,优化您实验室的高温处理工艺。
图解指南