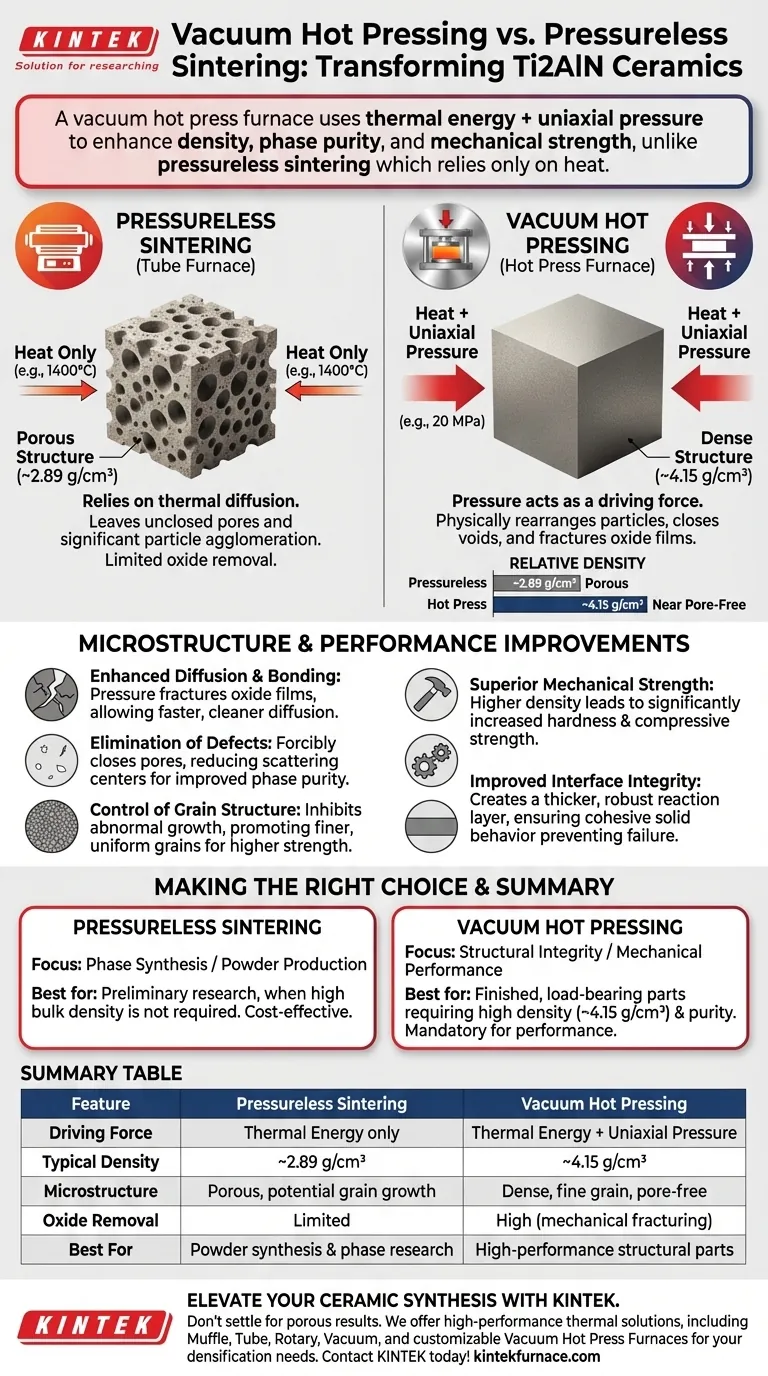
真空热压炉通过在施加高热能的同时施加单轴机械压力,从根本上改变了 Ti2AlN 陶瓷的质量。虽然传统的无压烧结通常会得到密度仅为约 2.89 g/cm³ 的多孔材料,但热压机的加压机制可将密度提高到约 4.15 g/cm³,从而获得近乎无孔、机械性能卓越的部件。
核心要点 无压烧结仅依赖热量,通常无法消除 Ti2AlN 等复杂陶瓷中的气孔。真空热压引入机械压力作为额外的“驱动力”,物理上迫使颗粒重新排列和结合。这会闭合空隙并破坏表面氧化物,从而获得具有优化密度、相纯度和机械强度的材料。
致密化的力学原理
克服动力学限制
在无压烧结(使用标准管式炉)中,材料仅依赖温度(例如 1400°C)驱动的原子扩散。这通常会留下未闭合的气孔并导致严重的颗粒团聚。
机械压力的作用
真空热压在加热过程中施加单轴压力(例如 20 MPa)。这提供了一个与热能协同作用的外部驱动力。它物理上将颗粒推挤在一起,促进重新排列并确保空隙被填充。
可量化的密度增益
结果的差异是巨大的。在没有压力的情况下合成的 Ti2AlN 样品,其相对密度约为 2.891 g/cm³。在相同的热条件下,但有压力辅助,密度增加到约4.15 g/cm³。

微观结构改进
增强扩散和结合
高密度不仅仅是更紧密地堆积颗粒;它关乎结合。施加的压力有助于破坏粉末表面的氧化膜,这些氧化膜在陶瓷合成中是常见的阻碍。破坏这些薄膜可以实现元素(Ti、Al、N)在晶界之间更清洁、更快速的扩散。
消除缺陷
通过强制闭合气孔,热压显著减少了内部缺陷。在类似的陶瓷体系中,这种散射中心(气孔和晶界)的减少已被证明可以改善物理性能。对于 Ti2AlN 而言,这表现为相纯度得到显著改善,确保材料由所需的晶体结构组成,而不是次要副产物。
晶粒结构的控制
压力抑制了异常晶粒生长。在无压环境中,晶粒可能不均匀生长,导致材料变弱。热压的机械约束促进了更精细、更均匀的晶粒结构,这直接关系到更高的材料强度。
对性能的影响
卓越的机械强度
孔隙率的消除直接关系到机械性能。具有牢固晶界结合的致密体,与多孔的无压烧结件相比,具有显著更高的硬度和抗压强度。
改善的界面完整性
加压扩散在颗粒之间形成了更厚、更牢固的反应层。这种“过渡区”确保材料作为一个内聚的固体发挥作用,而不是松散结合的颗粒集合,从而防止在应力下失效。
理解权衡
设备复杂性
真空/气氛管式炉能够诱导必要的固相反应来制造 Ti2AlN。如果目标仅仅是初步合成或粉末制备,管式炉就足够了,而且成本效益可能更高。
压力的必要性
然而,对于结构应用,管式炉是不够的。它无法提供成品零件所需的致密化。热压增加了复杂性和成本,但如果目标是完全致密、承重的陶瓷部件,它是强制性的。
为您的目标做出正确选择
要为您的特定 Ti2AlN 需求选择正确的烧结方法,请考虑以下几点:
- 如果您的主要重点是相合成/粉末生产:依赖无压烧结(管式炉)。它成功地生成了主要的晶相,并且适用于不需要高体积密度的情况。
- 如果您的主要重点是结构完整性/机械性能:您必须使用真空热压机。这是实现最大化硬度、降低孔隙率和确保相纯度所需的约 4.15 g/cm³ 密度的方法。
最终,虽然热量引发了化学反应,但施加压力才能确保高性能应用所需的结构完整性。
总结表:
| 特性 | 无压烧结(管式炉) | 真空热压 |
|---|---|---|
| 驱动力 | 仅热能 | 热能 + 单轴压力 |
| 典型密度 | ~2.89 g/cm³ | ~4.15 g/cm³ |
| 微观结构 | 多孔,可能发生晶粒生长 | 致密,晶粒细小,无孔 |
| 氧化物去除 | 有限 | 高(机械破碎) |
| 最适合 | 粉末合成和相研究 | 高性能结构件 |
使用 KINTEK 提升您的陶瓷合成水平
当您的应用要求结构完美时,不要满足于多孔的结果。KINTEK 提供行业领先的热解决方案,旨在满足先进材料研究的严苛要求。我们拥有强大的研发和制造能力,提供高性能的马弗炉、管式炉、旋转炉、真空炉和 CVD 系统,以及可定制的真空热压炉,以满足您独特的致密化需求。
无论您是进行初步的相合成还是制造承重的 Ti2AlN 部件,我们的工程师都随时准备帮助您优化工艺。
图解指南