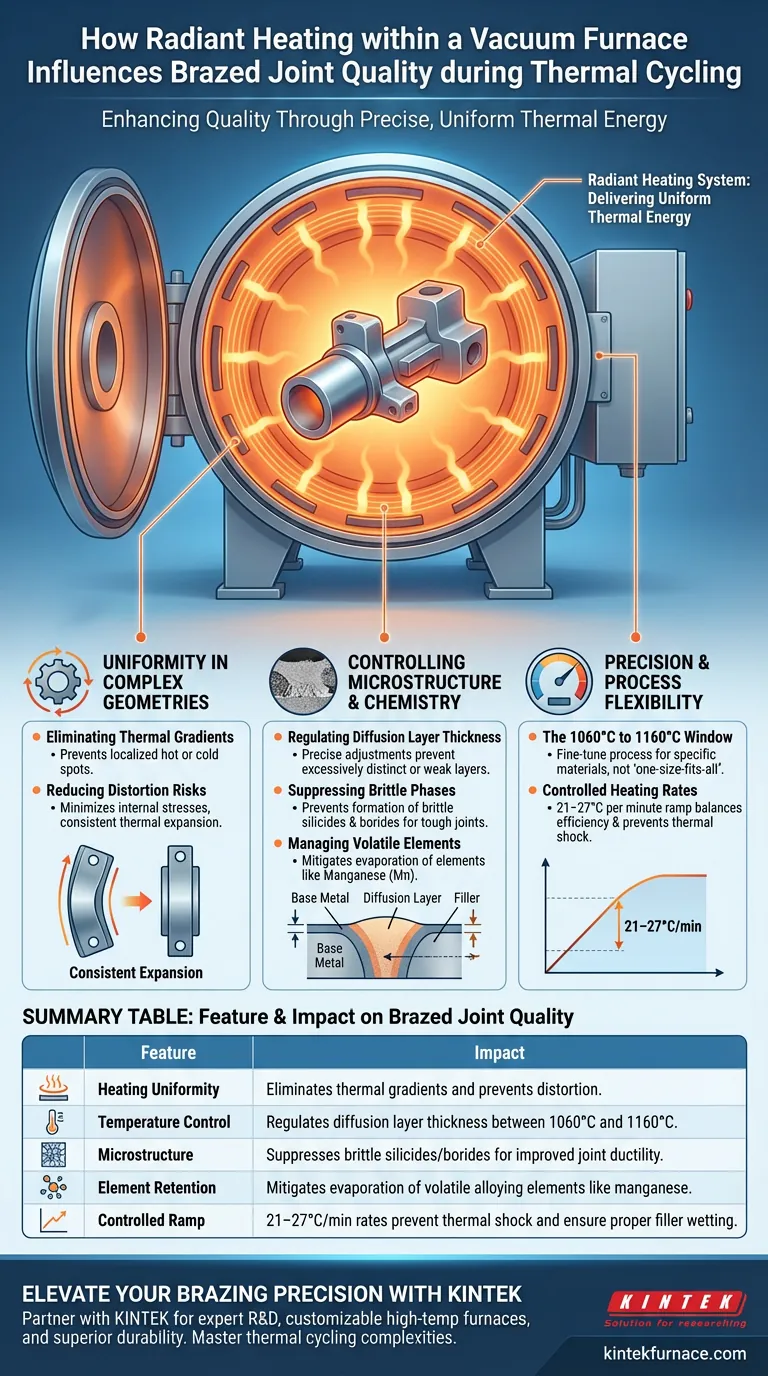
辐射加热系统通过向组件提供精确、均匀的热能,显著提高了钎焊接头的质量,即使是复杂几何形状的组件。通过实现通常为每分钟 21–27°C 的可控加热速率,该方法可确保微观结构稳定,并防止在热循环过程中损害接头完整性的缺陷形成。
通过将温度严格控制在 1060°C 至 1160°C 之间,辐射加热可调节扩散层厚度并抑制脆性相的析出。这种精度是防止元素蒸发并确保延展、耐用结合的关键因素。
均匀性在复杂几何形状中的作用
消除热梯度
辐射加热提供了一个包围组件的稳定热环境。这确保了具有复杂几何形状的部件从所有侧面均匀加热,而不是遭受局部过热或过冷点。
降低变形风险
当加热均匀时,组件的热膨胀保持一致。这最大限度地减少了在钎焊循环过程中经常导致变形或翘曲的内部应力。

控制微观结构和化学成分
调节扩散层厚度
钎焊接头的强度在很大程度上取决于基材和填充金属之间的扩散层。辐射加热允许精确的温度调节,以调节该层的厚度,防止其变得过于明显或薄弱。
抑制脆性相
接头失效的主要原因是脆性金属间化合物的析出。精确的热控制可有效抑制脆性硅化物和硼化物(silicides and borides)的形成,确保接头保持韧性而非脆弱。
管理挥发性元素
某些合金元素,如锰(manganese),在高温和真空下容易蒸发。辐射系统提供的控制可以减轻这种损失,从而保留钎焊合金的化学成分和预期性能。
精度和工艺灵活性
1060°C 至 1160°C 的窗口
辐射系统在 1060°C 至 1160°C 的关键钎焊范围内提供卓越的灵活性。这种可调节性允许操作员针对特定材料微调工艺,而不是依赖“一刀切”的方法。
可控加热速率
以每分钟 21–27°C 的速率进行加热的能力在效率和防止热冲击之间取得了平衡。这种可控的升温对于允许钎焊填充金属正确流动和润湿表面而不发生降解至关重要。
理解权衡
循环时间与质量
虽然每分钟 21–27°C 的速率可确保高质量,但这是一个有意识的过程。该方法优先考虑微观结构完整性而非快速吞吐量,与不太精确的加热方法相比,可能会延长循环时间。
工艺敏感性
在 1060°C 至 1160°C 之间调节温度的灵活性需要精确的工艺开发。操作员必须确定确切的参数来平衡扩散厚度与元素蒸发,因为轻微的偏差会改变接头的机械性能。
优化您的钎焊策略
为了有效利用辐射加热,请根据您特定的组件需求调整您的工艺参数:
- 如果您的主要关注点是几何复杂性:利用均匀的加热分布来最大限度地减少具有复杂形状或不同横截面部件的变形。
- 如果您的主要关注点是接头延展性:通过严格控制 1060°C–1160°C 范围内的停留时间和温度,以抑制硅化物和硼化物。
- 如果您的主要关注点是合金完整性:监控真空和温度升温速率,以防止锰等挥发性元素的蒸发。
精确的热管理是能够承受热循环的接头与过早失效的接头之间的区别。
总结表:
| 特征 | 对钎焊接头质量的影响 |
|---|---|
| 加热均匀性 | 消除热梯度,防止复杂几何形状变形。 |
| 温度控制 | 在 1060°C 至 1160°C 之间调节扩散层厚度。 |
| 微观结构 | 抑制脆性硅化物/硼化物,提高接头延展性。 |
| 元素保留 | 减轻锰等挥发性合金元素的蒸发。 |
| 可控升温 | 21–27°C/min 的速率可防止热冲击并确保填充物正确润湿。 |
通过 KINTEK 提升您的钎焊精度
不要让热不稳定损害您的关键组件。KINTEK 提供行业领先的真空炉解决方案,旨在掌握热循环的复杂性。
为什么选择 KINTEK?
- 专家研发:获取复杂几何形状的高级热处理见解。
- 可定制系统:从马弗炉、管式炉到真空炉和化学气相沉积 (CVD) 系统,我们可根据您的确切规格定制高温炉。
- 卓越的耐用性:确保延展、可靠的结合,抵抗脆性相的形成。
准备好优化您的热管理策略了吗?立即联系我们的专家团队,了解我们的定制实验室炉如何改变您的制造成果。
图解指南
参考文献
- S.V. Maksymova, P.V. Kovalchuk. Brazing stainless steel with high chromium nickel alloy. DOI: 10.21203/rs.3.rs-7259392/v1
本文还参考了以下技术资料 Kintek Furnace 知识库 .



















