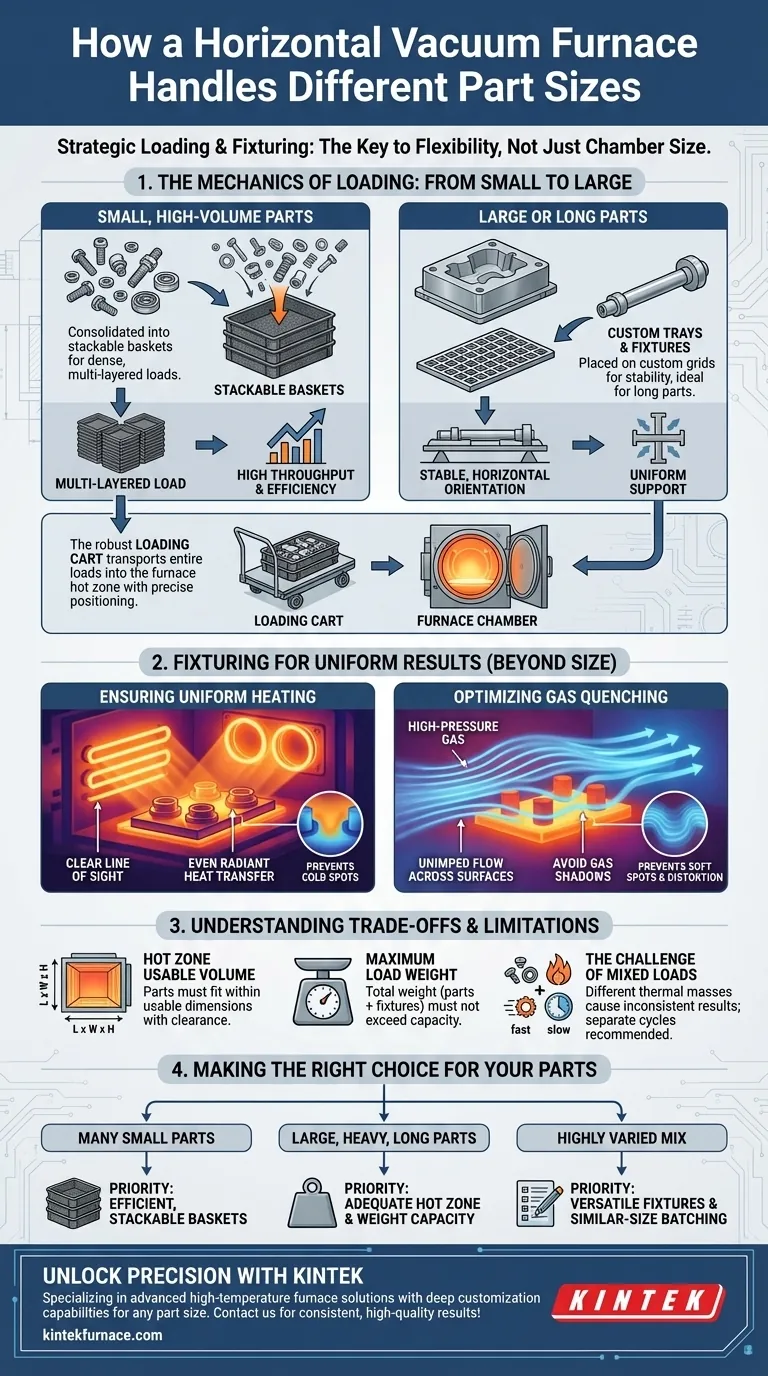
从根本上说,卧式真空炉通过策略性装载和夹具设计来适应不同尺寸的零件。 这并非一个自动过程,而是一个有条不紊的过程。小型部件通常被整合到可堆叠的篮子中,而大型零件则放置在定制托盘或夹具上,所有这些都通过专用装载车移入炉腔。
炉子的灵活性并非来自炉腔本身,而是来自所使用的可适应装载系统和内部夹具。目标是无论零件的尺寸或形状如何,都能将其布置在热区内,以确保均匀加热和淬火。
装载机制:从小到大
炉子处理各种零件尺寸的能力完全取决于用于将这些零件容纳并运输到热区的系统。
处理小型、大批量零件
对于紧固件、轴承或医疗植入物等小件,效率是关键。这些零件被装入可堆叠的篮子中,通常由石墨或钼合金制成。
多个篮子可以堆叠在一个底座上,形成密集的、多层负载。这种方法最大限度地提高了每个周期的零件数量,显著提高了产量。
容纳大型或长形零件
大型、单一组件,如压铸模具、航空航天结构或长轴,处理方式不同。它们通常放置在定制设计的网格、托盘或专用夹具上。
炉子的卧式方向对于可以平放的长而细的零件特别有利,确保了热循环过程中的稳定性和均匀支撑。
装载车的作用
装载车是暂存区和炉子之间的关键环节。它是一个坚固的带轮平台,设计用于承载全部负载的巨大重量,无论是堆叠的篮子还是单个大型夹具。
该车与炉口完美对齐,操作员可以平稳安全地将整个负载推入热区,确保每个周期的精确和可重复定位。

超越尺寸:实现均匀结果的夹具
仅仅将零件放入炉中是不够的。它们的排列方式——即夹具——对于获得所需的金相性能至关重要。
确保均匀加热
适当的夹具可确保加热元件和零件表面之间存在清晰的视线。它还可以防止零件接触,因为接触会产生冷点。
目标是允许均匀的辐射传热,并在对流辅助炉中,允许气体均匀流过负载中的每个部件。
优化气体淬火
在冷却阶段,高压气体必须畅通无阻地流过零件的所有关键表面。密集的堆叠或不良的夹具设计会产生“气体阴影”。
这些阴影会阻碍淬火气体,导致冷却缓慢或不均匀。结果可能是软点、硬度不一致和变形增加,从而损害最终产品的完整性。
了解权衡和限制
虽然功能多样,但卧式真空炉并非没有您必须纳入运营规划的限制。
热区可用容积
最基本的限制是热区的可用尺寸(长度、宽度和高度)。任何零件,包括其夹具,都必须在物理上适应此空间,并与加热元件和炉腔壁保持足够的间隙。
最大载荷重量
每个炉子都有一个最大承重能力。此限制包括零件本身的重量以及容纳它们的石墨或金属篮子和夹具的巨大重量。过载可能会损坏炉膛支撑结构和装载机构。
混合负载的挑战
在同一个循环中同时处理非常大、笨重的零件和非常小、轻的零件在技术上具有挑战性。它们不同的热质量导致它们以截然不同的速率加热和冷却。
这种差异会使得同时获得两种零件类型的正确金相性能变得困难,通常迫使操作员为每种类型运行单独优化的循环。
为您的零件做出正确选择
为了利用炉子的灵活性,请将您的装载策略与生产需求相匹配。
- 如果您的主要关注点是许多小型、均匀的零件:优先选择具有高效、可堆叠篮子的系统,以最大限度地提高批次密度和吞吐量。
- 如果您的主要关注点是大型、重型或长形零件:确保炉子的可用热区和承重能力能够容纳您最大的组件及其所需的夹具。
- 如果您的主要关注点是尺寸差异很大的混合零件:开发一套通用的夹具,并将相似尺寸和质量的零件一起分批处理,以确保不同运行之间的一致质量。
通过掌握这些装载原则,您可以将炉子从一个简单的腔室转变为一个高度灵活和精确的制造工具。
总结表:
| 零件尺寸 | 装载方法 | 主要优点 |
|---|---|---|
| 小型、大批量 | 可堆叠篮子 | 最大化吞吐量,高效批量处理 |
| 大型或长形 | 定制托盘/夹具 | 确保稳定性,均匀支撑 |
| 混合尺寸 | 单独优化的循环 | 保持一致的质量和性能 |
KINTEK 助您实验室实现精确控制
为不同尺寸的零件实现均匀热处理而苦恼?KINTEK 专注于为您量身定制先进的高温炉解决方案。凭借卓越的研发和内部制造能力,我们提供多样化的产品线,包括马弗炉、管式炉、回转炉、真空炉和气氛炉,以及 CVD/PECVD 系统。我们强大的深度定制能力确保我们能精确满足您的独特实验要求,无论您处理的是小型组件还是大型复杂零件。
立即联系我们,讨论我们的炉子如何提升您实验室的效率并提供一致、高质量的结果!
图解指南