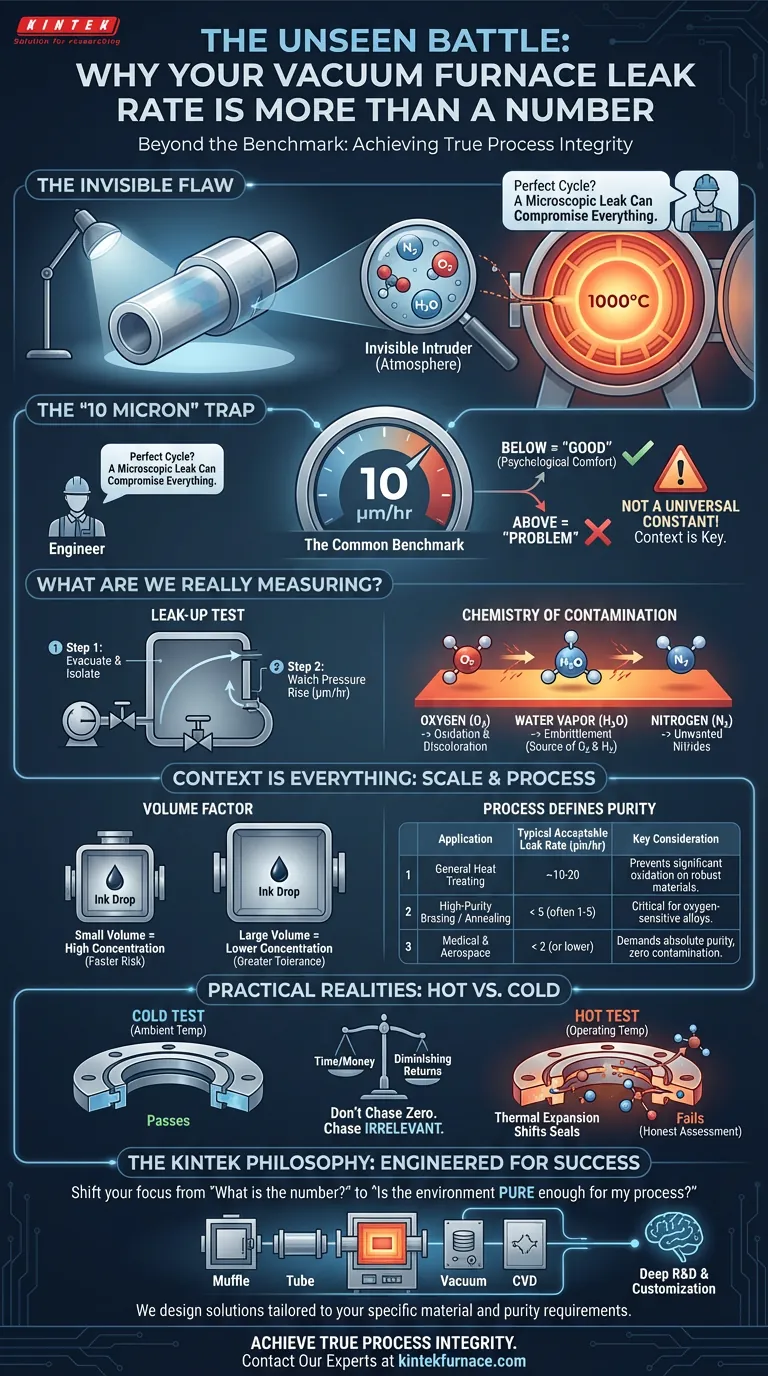
看不见的缺陷
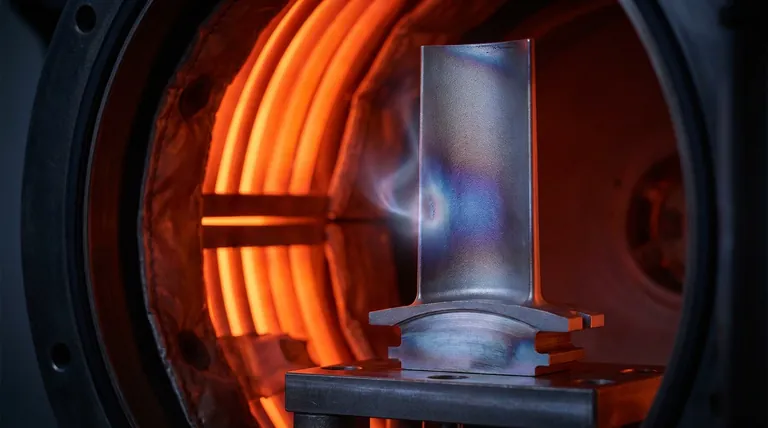
一位工程师在明亮的灯光下检查一个新钎焊的部件。尺寸完美,冶金性能良好,但表面有轻微的变色——本不该出现的幽灵般的蓝色。循环运行正常,温度精确,真空泵运行完美。
罪魁祸首不是灾难性的故障。而是一个看不见的入侵者:大气。
微小的泄漏,肉眼无法察觉,允许空气涓涓细流地进入炉腔。在1000°C下,这几缕游离的氧分子足以损坏部件。这是每个高温工艺都在面临的、无声的、持续的战争。
简单数字的诱惑
在真空炉领域,你最常听到的数字是每小时10微米。它被誉为可接受泄漏率的黄金标准。
我们的思维渴望这些简单的基准。它们在一个复杂的系统中提供了清晰、可衡量的目标。如果你的炉子低于10微米/小时,你就“达标”了。如果高于这个值,你就有问题了。
但这种心理上的舒适是一种陷阱。“良好”的泄漏率不是一个普适的常数;它是一个与你的具体工艺紧密相关的变量。不理解其背景而执着于一个数字,就像只看心率来评判马拉松选手,而不顾他们是在冲刺还是在休息。
我们到底在测量什么?
当我们进行“升压”测试时,我们不仅仅是在测量压力变化。我们是在倾听炉子坦白它让多少外界世界进入了它的内部。
升压测试:炉腔的坦白
测试原理很简单:抽空炉腔,将其与泵隔离,然后观察压力上升。结果以微米/小时(µm/hr)表示,是炉腔完整性的直接衡量标准。数字越高,意味着你抵御大气的防线上的缺口越大。
污染的化学反应
这个缺口允许大气中的气体——主要是氮气、氧气和水蒸气——成为高温派对上的不受欢迎的客人。在环境温度下,它们是无害的。在炉子循环的灼热高温下,它们会变成高度活性的混乱制造者。
- 氧气会导致氧化和变色。
- 水蒸气是氧气和氢气的有力来源,可能导致材料变脆。
- 氮气可能会在某些材料的表面形成不希望有的氮化物。
对于像钎焊医疗植入物或退火钛这样的敏感工艺来说,即使是微量的这种污染,也可能意味着完美冶金结合与昂贵的成品报废之间的区别。
背景至关重要:超越基准
每小时10微米的经验法则在背景的重压下会崩溃。对一个工艺来说完全可以接受的,对另一个工艺来说可能是灾难性的。
规模很重要:体积因素
想象一下将一滴墨水加入一杯水与加入一个游泳池的区别。污染物的浓度差异巨大。
同样的原理也适用于炉腔体积。在小型实验室炉中,每小时10微米的泄漏会比在大型工业炉中更快地提高污染物的分压。一个更大的炉子通常可以容忍数值上更高的泄漏率,同时保持工艺所需的纯度。
工艺决定纯度
最关键的因素是应用本身。你的工艺要求应该是衡量泄漏率的最终标准。
| 应用 | 典型可接受泄漏率(微米/小时) | 关键考虑因素 |
|---|---|---|
| 通用热处理 | 约10-20 | 防止对坚固材料造成显著氧化。 |
| 高纯度钎焊/退火 | < 5(通常为1-5) | 对氧气敏感的合金和清洁表面至关重要。 |
| 医疗与航空航天部件 | < 2(或尽可能低) | 要求绝对纯净,以防止任何污染。 |
如果你正在硬化简单的钢制工具,每小时15微米可能就足够了。如果你正在制造卫星部件,同样的泄漏率就是导致失败的邀请。
不完美密封的实际现实
实现完美的真空是一个理论上的理想。在实践中,我们必须在性能与现实之间取得平衡。
追求零泄漏:收益递减点
寻找和修复泄漏需要时间和金钱。如果你的工艺只需要每小时10微米的泄漏率,而你却追求每小时1微米,这可能会导致过度的停机时间和维护成本,而产品质量却没有任何实际改善。目标不是零泄漏;而是泄漏率低到对你的结果无关紧要。
冷热欺骗
炉子可能会具有欺骗性。一个在冷态下通过升压测试的炉腔,在热态下可能会出现显著的泄漏。热膨胀会导致法兰、密封件和接头移动,为大气创造新的渗入途径。在接近工作温度下进行的“热升压测试”,能更真实地评估炉子在实际循环中的完整性。
从数字到理念
最终目标不是达到真空计上的任意数字。目标是持续生产完美的零件。
将你的思维从“我的泄漏率是多少?”转变为“我的真空环境是否足够纯净以满足我的工艺需求?”泄漏率仅仅是一个诊断工具,是追求工艺完整性过程中一个数据点。当出现变色、变脆或其他质量问题时,你当前的泄漏率——无论数字是多少——都太高了。
这种理念要求的不只是一个符合通用标准的现成炉子。它需要一个根据你的特定材料和预期结果设计的系统。真正的工艺控制是通过设计实现的,其中炉子的完整性是根据应用的敏感性量身定制的。在KINTEK,我们的专长就在于此,提供可定制的马弗炉、管式炉、真空炉和CVD炉系统,并有深厚的研发支持。我们设计和制造解决方案,以满足你工作所需的精确、严格的纯度要求。
对抗大气的战争不是通过追逐一个普适的数字来赢得的,而是通过创造一个为成功而设计的环境来赢得的。如果你准备好超越基准,实现真正的工艺完整性,请联系我们的专家。
图解指南