接头的无声故事
一位航空航天工程师手中拿着一个涡轮叶片组件。这是冶金学的奇迹,但其完整性却依赖于几个微观的接头。一个微小的空隙,一丝氧化,都可能导致该部件在三万英尺高空发生灾难性故障。
该接头的强度并非仅凭热量锻造而成。它诞生于一个精心选择的环境——真空炉。而选择哪种炉子并非仅仅是温度额定的问题。这是一个植根于物理学、几何学以及对材料在极限状态下行为的深刻理解的决定。
这是可靠性的隐形架构。
空腔的圣洁
真空钎焊是一种极其精妙的工艺。两种部件通过熔点较低的填充金属连接。在真空中,组件被加热。填充金属熔化,通过毛细作用流入接头,并在冷却时固化。
真空是关键。
通过去除大气,你就消除了氧气。你阻止了氧化物的形成,这些氧化物会成为填充金属和基材之间的屏障。这确保了清洁、冶金上完美的结合。这就是为什么在关键应用中,连接钛、高温合金甚至陶瓷等异种材料时,此工艺是不可或缺的。
但创造那个完美的空腔只是成功的一半。你向其中引入热量的方式改变了一切。
第一个选择:容纳火焰
炉子设计中最根本的区别在于它如何管理热量。这个决定决定了你的温度上限、你的工艺和你的成本。这是两种理念之间的选择。
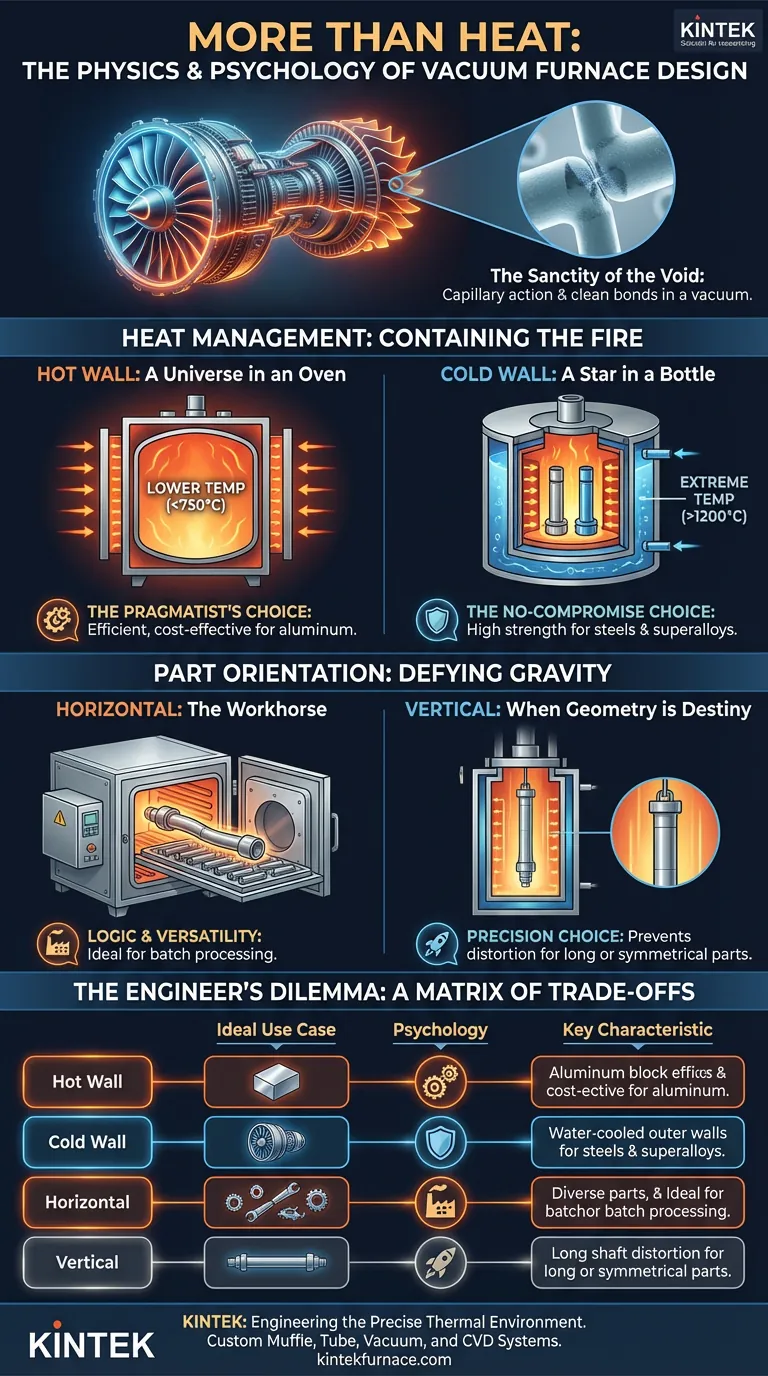
H3: 热壁:烤箱中的宇宙
在热壁炉中,加热元件位于真空室(“炉胆”)的外部。整个腔室都会变热,其壁会将热量辐射到内部的零件上。
这种设计非常简单高效,适用于较低温度的应用,通常低于 750°C。可以将其视为务实的最佳选择。它是大批量铝钎焊的完美、经济高效的工具。这里的心理学是精确:使用恰到好处的工具,不多不少。
H3: 冷壁:瓶中的恒星
在冷壁炉中,物理原理是相反的。加热元件位于真空室的内部,直接环绕着零件。腔室的外壁是水冷的,即使内部温度高达 1200°C 以上,触摸起来仍然是凉的。
这是工程上的蛮力和技巧的结合。它允许达到极高的温度和快速冷却,使其成为高强度钢、镍基高温合金和钛的标准。它是一个更复杂、更昂贵的系统,但当材料需求如此,且不允许失败时,你就会选择它。
第二个选择:对抗重力
一旦你决定了如何产生热量,你就必须决定如何在其中定位零件。这通常看起来是一个简单的后勤选择,但在钎焊温度下,它是一个深刻的工程问题。
H3: 卧式主力:逻辑与多功能性
卧式炉是行业标准。零件像传统烤箱一样,通过前门装载在托盘上。它用途广泛,易于装载,非常适合批量处理各种组件。对于大多数应用来说,这是合乎逻辑且高效的选择。
H3: 垂直上升:当几何决定命运
现在,重新考虑那个涡轮叶片。或者想象一个长而细的传动轴。在 1200°C 时,镍合金会失去大部分刚性。它的表现不像钢,更像浓稠的腻子。
在卧式炉中,重力会作用在那个长零件上,导致它下垂、弯曲和变形。整个组件都会被毁坏。
对于长形、圆形或易变形的零件,立式炉是唯一的答案。通过从顶部或底部装载零件,重力使其保持完美的对齐。这种设计在安装和装载方面更复杂,但它承认了一个简单的事实:在高温下,物理定律是无情的。
工程师的困境:权衡的矩阵
选择真空钎焊炉从来都不是为了找到“最好”的炉子。而是要应对一系列关键的权衡。你正在平衡能力与复杂性,以及性能与成本。
| 炉子类型 | 关键特征 | 理想用例与心理 |
|---|---|---|
| 热壁 | 外部加热,低温(<750°C) | 务实之选:铝材的经济高效之选;避免过度工程化。 |
| 冷壁 | 内部加热,高温(>1200°C) | 不妥协之选:适用于对完整性要求至关重要的钢材和高温合金。 |
| 卧式 | 前置加载,多功能 | 主力军:高效处理批量生产和多样化零件。 |
| 立式 | 顶/底加载,稳定 | 精密之选:对于长形或对称形零件至关重要,以克服重力引起的变形。 |
从蓝图到现实
理解这些核心原则会揭示,炉子不仅仅是一件设备;它是工艺解决方案的物理体现。无论您需要用于铝制换热器的热壁炉的简单效率,还是用于航空航天部件的、能抵抗变形的立式冷壁系统的架构,设计都必须是专门定制的。
在 KINTEK,我们专注于将这些复杂的工艺需求转化为现实。凭借在研发和制造方面的深厚专业知识,我们定制生产马弗炉、管式炉、真空炉和 CVD 炉系统,以满足您材料和几何形状的独特需求。我们不仅仅销售炉子;我们设计您组件所需的精确热环境,以实现不妥协的完整性。
如果您的工艺要求超越了现成解决方案,让我们来讨论您应用的物理原理和目标。联系我们的专家
图解指南