真空中的瑕疵
一位工程师手中拿着一片涡轮叶片,这是金属冶炼的杰作,注定要成为喷气发动机的核心。它的形状完美,合金成分精确。但它真正的强度——能够承受数千小时极端高温和压力的韧性——并非在铸造厂锻造而成,而是在真空炉的寂静、受控环境中形成的。
在热处理过程中,任何一个地方几度的温度偏差都可能引入微观的弱点。这是一种看不见的缺陷,多年后可能导致灾难性的故障。
这不仅仅是加热金属。这是在分子层面管理风险。选择合适的真空炉并非挑选最大或最热的型号。这是一个严谨的工程决策,一个将机器能力与特定、关键结果相匹配的过程。
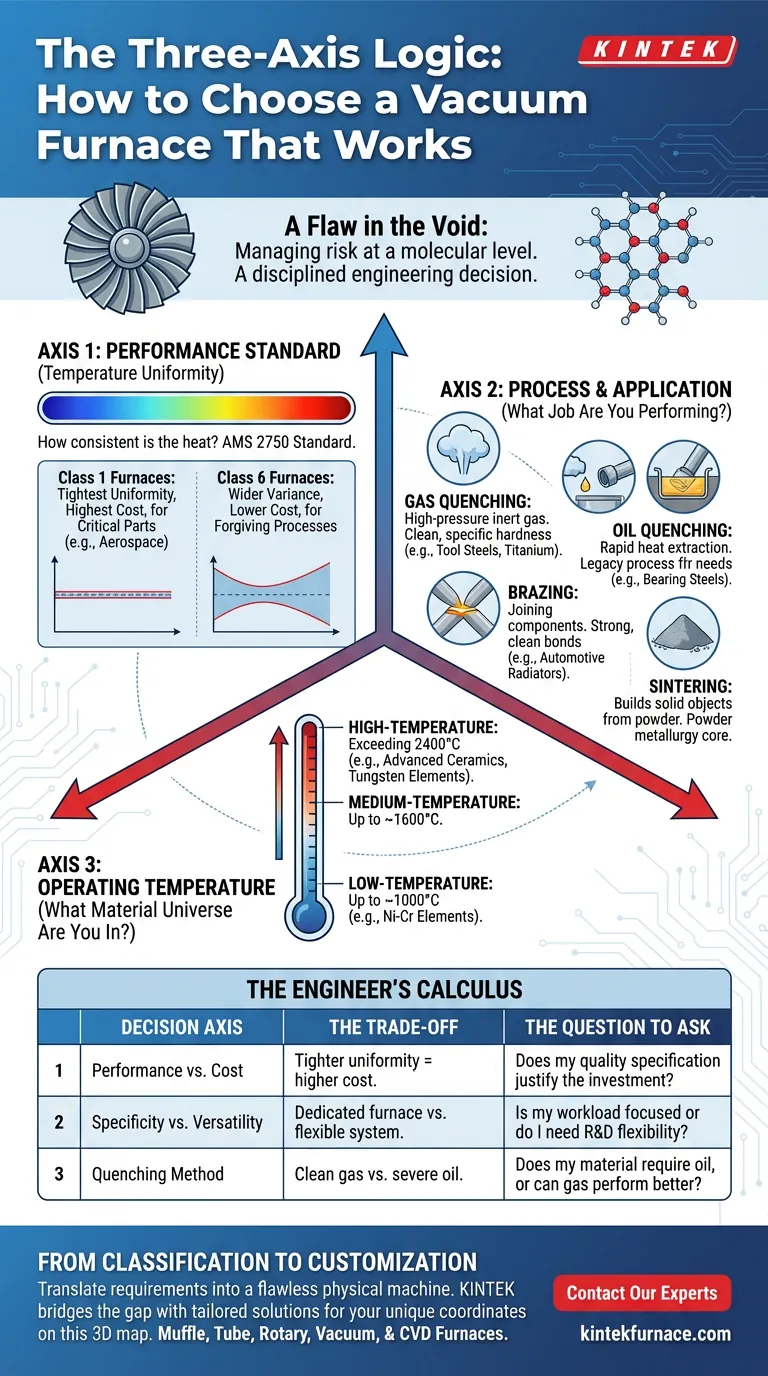
真空炉的分类并非单一标签。它是一张三维地图。
轴 1:必须达到何种完美程度?(性能标准)
分类的第一个也是最正式的轴是温度均匀性。它回答了这个问题:在工作区的每一立方厘米中,热量有多一致?
对于航空航天或医疗器械制造等行业来说,这是不可妥协的。AMS 2750 标准为这一要求提供了语言。
- 1 类炉: 提供最严格的均匀性,适用于零件的结构完整性至关重要且工艺偏差不可接受的情况。
- 6 类炉: 允许更宽的温度偏差,非常适合对工艺或材料要求不那么苛刻的情况。
选择取决于您工艺所需的精度。更高的等级意味着更多的控制和更高的成本,但这是对可重复性和质量保证的投资。
轴 2:您在执行什么任务?(工艺与应用)
炉子是一种工具,其设计应反映其用途。这种实际分类基于炉子制造所要完成的具体任务。
气体淬火炉
这些是热处理领域多才多艺的“主力”。它们使用高压惰性气体快速、清洁地冷却零件。这种方法非常适合在不产生表面氧化或污染的情况下,获得工具钢、高速钢和钛合金等材料特定的硬度。
油淬炉
某些材料需要比气体淬火更快的冷却速度。对于某些轴承钢或弹簧钢,油淬的快速热量提取对于实现所需的金相性能是必不可少的。这是一种传统工艺,但对于特定应用仍然至关重要。
钎焊炉
这些是专为单一目的设计的专用系统:连接部件。在真空中,填充金属熔化并在零件之间流动,形成牢固、清洁且无助焊剂的结合。这是复杂的汽车散热器和高完整性航空航天组件背后的隐形技术。
烧结炉
烧结是将粉末制成固体物体。在炉中,压实的金属或陶瓷颗粒在低于其熔点的温度下加热,直到它们熔合在一起,形成致密、坚固的最终零件。这是粉末冶金的核心。
轴 3:您处于哪个材料宇宙?(工作温度)
最基本的分类是炉子能够安全达到的最高温度。这个数字不仅决定了您可以加工的材料,还决定了炉子本身的结构。
炉子的额定温度是一项工程承诺。
- 加热元件: 1000°C 的炉子可能使用镍铬丝。2000°C 的炉子需要坚固的钼、石墨甚至钨元件。
- 绝缘: 内部屏蔽必须能承受环境,从较低温度下的陶瓷纤维到极端高温系统中的石墨毡层。
这创造了自然的能力等级:
- 低温: 高达约 1000°C (1832°F)
- 中温: 高达约 1600°C (2912°F)
- 高温: 超过 2400°C (4352°F),用于先进陶瓷和复合材料。
工程师的计算
没有唯一的“最佳”炉子。只有能够正确解决您特定工程方程的炉子。这需要平衡相互竞争的变量。
| 决策轴 | 权衡 | 要问的问题 |
|---|---|---|
| 性能与成本 | 更严格的均匀性(例如,AMS 2750 1 类)需要更复杂的系统,成本更高。 | 我的零件质量要求是否证明了投资更高精度的合理性? |
| 专用性与通用性 | 专用的钎焊炉针对一项任务进行了优化。气体淬火炉可以处理多种任务。 | 我的工作负载是专注于单一工艺,还是需要一个灵活的系统用于研发? |
| 淬火方法 | 高压气体清洁且可控。油淬效果剧烈,且某些旧规范要求使用。 | 我的材料是否需要油淬,还是我可以通过现代气体淬火获得更好的结果? |
从分类到定制
理解这个三轴系统——性能、工艺和温度——是您为完美炉子编写技术规范的方式。但纸面上的规范并不是您实验室中的解决方案。
真正的挑战是将这些精确的要求转化为一台能够日复一日完美运行的实体机器。这就是现成解决方案通常不足的地方。
在 KINTEK,我们以研发和制造为基础,旨在弥合这一差距。我们不仅仅销售炉子;我们构建定制化的解决方案,以匹配您在这个三维地图上的独特坐标。我们拥有马弗炉、管式炉、旋转炉、真空炉和 CVD 炉的产品组合,可作为起点。我们深入的定制能力是我们交付您所需确切工具的方式——无论是用于高均匀性航空航天应用,还是用于专业高温材料研究项目。
不要让您的工艺受限于标准设备。让我们一起打造符合您雄心的炉子。 联系我们的专家
图解指南