高精度温度控制是 Ti-Al3Ti 层状复合材料反应机理和结构完整性的绝对决定因素。它起着关键的“刹车”作用,防止制造过程加速进入失控的燃烧状态。没有这种精度,真空热压炉就无法维持生产致密、无缺陷材料所需的狭窄加工窗口。
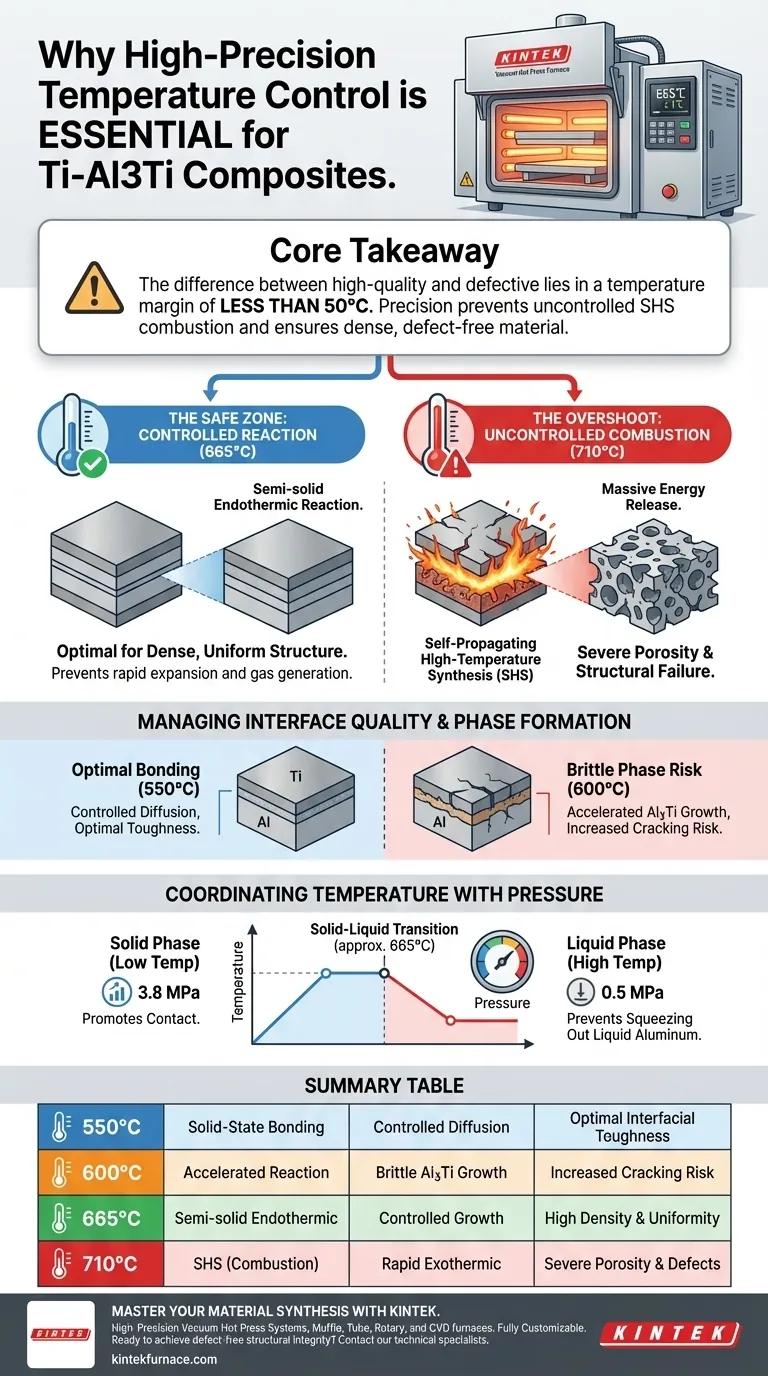
核心要点 优质复合材料与有缺陷复合材料之间的区别通常在于不到 50°C 的温差。精确的热调节使您能够将工艺“锁定”在受控的半固态反应中,从而防止自蔓延高温合成(SHS)的发生,后者会导致严重的孔隙和结构失效。
对反应机理的关键影响
精确控制的主要原因在于钛 (Ti) 和铝 (Al) 在特定热阈值下的化学反应的挥发性。
定义安全区域
研究表明,665°C 的温度是制备这些复合材料的最佳设定点。
在此特定温度下,材料会发生半固态吸热反应。这种受控的反应路径有助于形成致密、均匀的结构,而不会发生快速膨胀或气体产生。
温度超标的后果
如果炉温仅略微升高到 710°C,则工艺的物理性质会发生剧烈变化。
这个稍高的温度会触发自蔓延高温合成 (SHS) 燃烧反应。与受控的吸热反应不同,SHS 会释放大量的能量。
这种快速反应会导致材料内部出现严重的孔隙缺陷。设备的精度是防止意外跨越此阈值并降低材料性能的唯一保障。

管理界面质量和相形成
除了主要的反应机理外,温度精度还决定了粘合界面的微观质量。
控制扩散层厚度
温度直接调节金属层之间原子扩散的速率。
精确控制可确保界面扩散层达到最佳的粘合厚度,而不会过量。
避免脆性金属间化合物相
特定的较低温度范围,例如 550°C,通常是初始粘合的最佳温度。
然而,如果温度无意中升高到 600°C,则会加速脆性 Al3Ti 金属间化合物的形成。
界面处这些化合物的过度形成会导致裂纹并显著降低复合材料的塑性。
温度与压力的协调
高精度温度控制不仅关乎热量;它是调整真空热压炉内部机械压力的触发器。
识别相变
该过程涉及从固-固扩散到固-液反应的转变。
操作员必须确切知道铝何时开始熔化,以便调整炉压。
防止化学计量错误
在低温固相中,需要高压(例如 3.8 MPa)来促进接触。
然而,一旦温度超过 665°C,必须将压力大幅降低(例如降至 0.5 MPa)。
如果温度控制不准确,您将面临在液态铝上保持高压的风险。这会将液态铝挤出层状结构,破坏反应化学计量和最终成分。
热不稳定的常见陷阱
在评估炉子能力时,了解精度不足的权衡至关重要。
- 孔隙:精度不足会导致“超温”,触发燃烧反应,导致复合材料充满空隙。
- 脆化:热波动可能导致金属间层过度生长,使材料在应力下断裂。
- 材料损失:如果温度传感器滞后,铝可能在压力降低之前熔化,从而将重要材料物理地挤出模具。
为您的目标做出正确的选择
为确保 Ti-Al3Ti 复合材料的成功制造,请将这些原则应用于您的加工策略:
- 如果您的主要重点是结构密度:优先在 665°C 左右保持稳定,以强制进行半固态吸热反应,并严格避免 710°C 的 SHS 阈值。
- 如果您的主要重点是界面韧性:在粘合阶段保持较低温度(接近 550°C),以防止脆性 Al3Ti 相快速生长。
- 如果您的主要重点是成分准确性:确保温度监测与压力控制同步,以便在液相出现时立即降低机械力。
最终,高精度温度控制充当守门员,确保输入的能量产生致密的冶金结合,而不是多孔的燃烧缺陷。
总结表:
| 温度 | 反应类型 | 结果 | 结构影响 |
|---|---|---|---|
| 550°C | 固态粘合 | 受控扩散 | 最佳界面韧性 |
| 600°C | 加速反应 | 脆性 Al3Ti 生长 | 开裂风险增加 |
| 665°C | 半固态吸热 | 受控生长 | 高密度和均匀性 |
| 710°C | SHS(燃烧) | 快速放热 | 严重孔隙和缺陷 |
使用 KINTEK 精通您的材料合成
精确的热管理是高性能 Ti-Al3Ti 复合材料与失效批次之间的区别。在 KINTEK,我们深知 50°C 的温差会带来一切不同。
凭借专家级研发和世界一流的制造能力,我们提供高精度的真空热压系统、马弗炉、管式炉、旋转炉和 CVD 炉,这些设备专为维持先进材料所需的狭窄加工窗口而设计。无论您需要避免 SHS 燃烧还是精确控制界面扩散,我们的设备都可根据您独特的研究和生产需求进行完全定制。
准备好实现无缺陷的结构完整性了吗?
立即联系我们的技术专家,为您的实验室找到完美的高温解决方案。
图解指南