在真空炉中,实现完全淬火的主要方法是油淬和高压气体淬火(HPGQ)。虽然存在其他专门的冷却方法,但这两种方法是真空热处理后金属部件硬化的核心选择,每种方法都根据材料和所需的最终性能提供独特的优势。
真空炉淬火的核心决定不是哪种方法普遍“更好”,而是哪种方法能提供您的特定合金所需的精确冷却速度,以在不引入不可接受的变形或开裂的情况下达到硬度。
淬火方法深入探讨
所选择的方法取决于材料的淬透性——其在冷却时形成坚硬马氏体结构的固有能力。
高压气体淬火 (HPGQ)
气体淬火涉及用高压、高流速的惰性气体(通常是氮气或氩气)充满热区。现代炉子可以达到2到20巴或更高的压力,以快速提取热量。
这种方法提供了卓越的控制和均匀性。由于冷却强度低于液体淬火,它是高淬透性材料(如工具钢、高速钢和某些不锈钢)的首选。
结果是零件清洁、光亮,热冲击、变形或开裂的风险最小,无需进行淬火后清洁。
油淬
油淬是一种更激进的方法。在此过程中,加热后的工件从真空室机械地转移到集成的密封专用淬火油箱中。
这种快速冷却对于淬透性较低的钢材是必要的,这些钢材需要更快的散热速率才能达到完全硬度。
虽然有效,但油淬的剧烈程度增加了零件变形的风险。它还需要进行后处理清洁过程以去除残留的油。
其他冷却过程
虽然不总是被认为是用于硬化的真正“淬火”,但真空炉也支持用于其他热处理过程的较慢冷却速率。
通过简单地关闭加热并在真空中让零件冷却,或者引入低流量的惰性气体,可以实现受控的慢速冷却。这用于退火或正火等过程,这些过程旨在软化材料或细化其晶粒结构,而不是使其硬化。

了解权衡:速度与控制
在气体淬火和油淬之间做出选择是一项关键的工程决策,它平衡了冷却速度与过程控制。
临界冷却速率
每种合金都有一个临界冷却速率——将其微观结构转变为坚硬马氏体所需的最小冷却速度。如果冷却过慢,材料将形成较软的结构。
高速钢等材料具有非常低的临界冷却速率,使其成为更温和、更受控制的气体淬火的理想选择。其他合金则需要只有油淬才能提供的更快速率。
变形和开裂的风险
淬火速度越快,组件承受的热应力就越大。这种应力可能导致零件翘曲、变形甚至开裂。
气体淬火提供最均匀和受控的冷却,显著降低了这些风险。它对于复杂几何形状、薄截面或尺寸关键的零件至关重要。
工艺清洁度和简易性
气体淬火是一种极其清洁的工艺。零件从炉中出来时光亮,可以直接进行下一步,无需清洗。
油淬本质上会留下油残留物,必须彻底清除。这增加了生产的额外步骤,并产生需要妥善处理的废油。
为您的目标做出正确选择
选择淬火方法时,只有材料的性能和最终应用要求才是唯一重要的因素。
- 如果您的主要重点是高合金钢的最大硬度且变形最小:高压气体淬火是卓越的选择,因为它具有控制性、均匀性和清洁度。
- 如果您的主要重点是硬化需要非常快速冷却的低合金钢:油淬是必要的方法,但您必须设计工艺以管理固有的变形风险。
- 如果您的主要重点是软化、应力消除或正火:在真空或低压惰性气体中进行受控慢速冷却才是正确的工艺。
最终,最成功的热处理是将淬火介质及其冷却能力与合金的具体相变需求直接匹配。
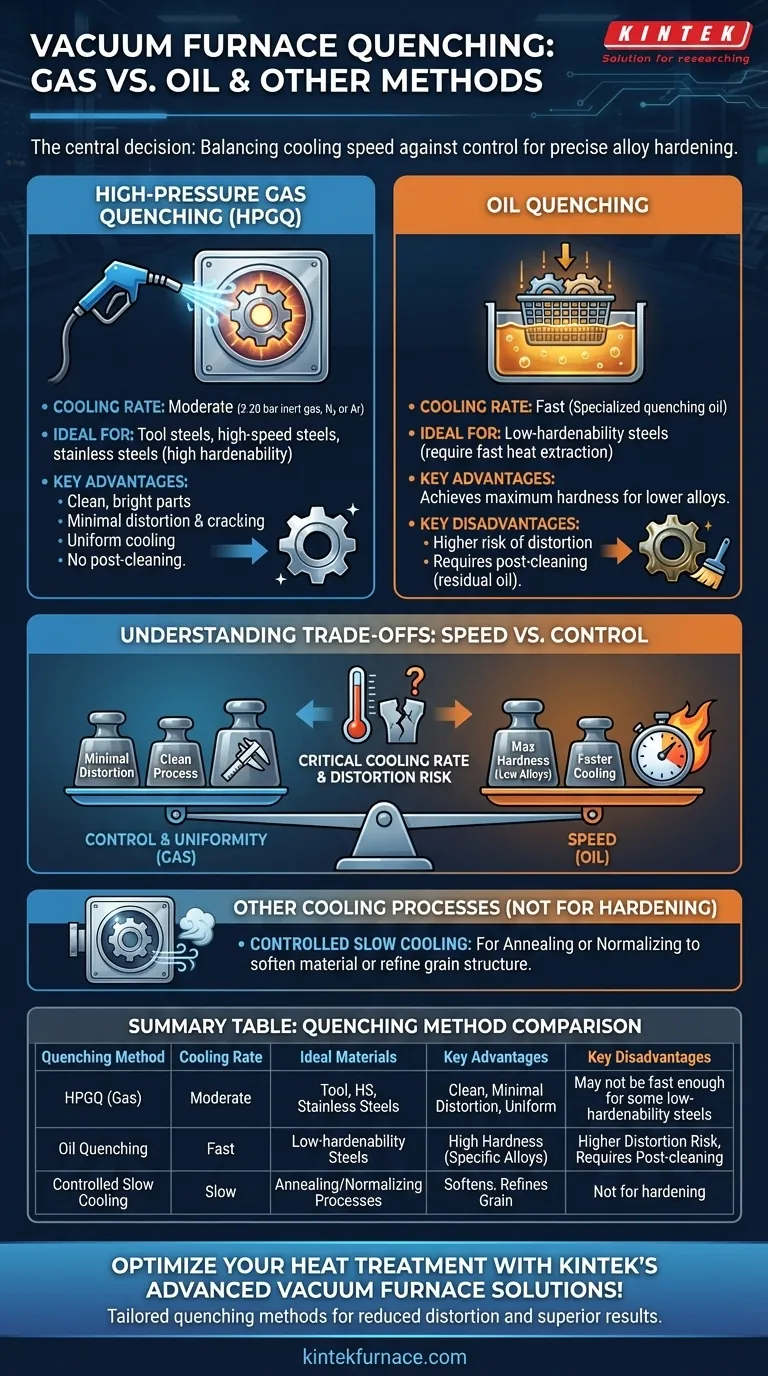
总结表:
| 淬火方法 | 冷却速度 | 理想材料 | 主要优点 | 主要缺点 |
|---|---|---|---|---|
| 高压气体淬火 (HPGQ) | 中等 | 工具钢、高速钢、不锈钢 | 工艺清洁,变形最小,冷却均匀 | 对于低淬透性钢可能冷却不够快 |
| 油淬 | 快 | 低淬透性钢 | 对某些合金达到高硬度 | 变形风险较高,需要后处理清洗 |
| 受控慢速冷却 | 慢 | 退火、正火工艺 | 软化材料,细化晶粒结构 | 不用于硬化目的 |
利用 KINTEK 的先进真空炉解决方案优化您的热处理工艺!凭借卓越的研发和内部制造能力,我们为各类实验室提供量身定制的高温炉,包括马弗炉、管式炉、旋转炉、真空炉和气氛炉,以及 CVD/PECVD 系统。我们强大的深度定制能力确保精确的淬火方法满足您独特的实验需求,提高效率并减少变形。立即联系我们,讨论我们如何支持您的特定合金要求并取得卓越成果!
图解指南