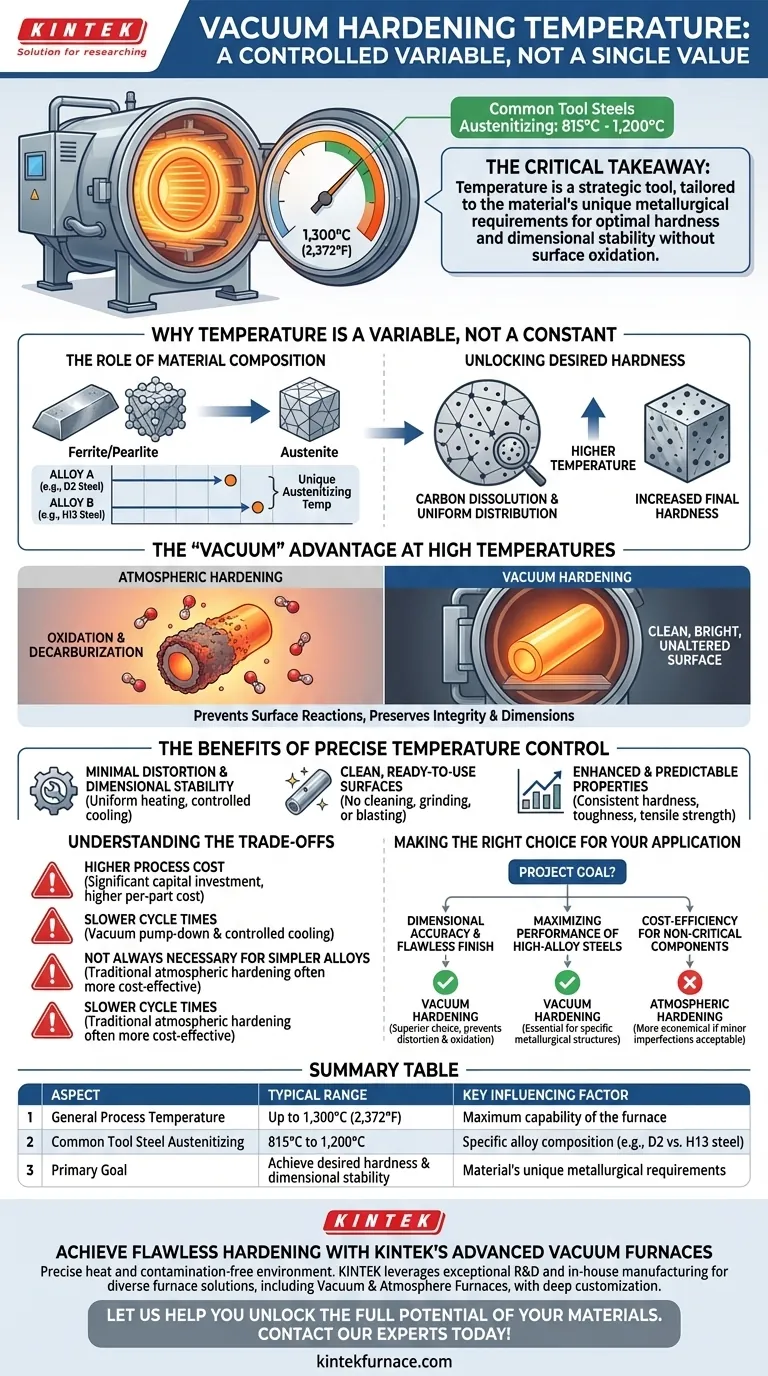
真空淬火的温度并非单一值,而是一个精确控制的变量,最高可达 1,300°C (2,372°F)。确切的温度完全取决于所处理的特定金属合金以及所需的最终性能。对于大多数常见的工具钢,此奥氏体化温度通常介于 815°C 和 1,200°C 之间。
关键在于,在真空淬火中,温度是一种战略工具,而非固定设置。它根据材料独特的冶金要求进行调整,以在不发生表面氧化的情况下实现最佳硬度和尺寸稳定性。
为什么温度是变量,而不是常数
真空淬火的有效性取决于为特定工作使用正确的温度。选择正确的温度是深层材料科学原理的体现。
材料成分的作用
每种金属合金都有一个独特的“奥氏体化”温度。这是钢的内部晶体结构(铁素体和珠光体)转变为一种新结构——奥氏体的临界点。
将材料加热到其特定的奥氏体化温度是实现淬火的必要第一步。不同的合金,例如 D2 工具钢与 H13 工具钢,具有不同的化学成分,因此具有不同的临界温度。
解锁所需的硬度
加热的目的是将碳和其他合金元素溶解到奥氏体结构中。将材料保持在此温度下可确保这些元素均匀分布。
这种均匀的固溶体使得在随后的快速冷却(淬火)阶段能够实现最大硬度。温度越高(在合金的正确范围内),溶解的碳化物越多,这可能导致更高的最终硬度。
高温下的“真空”优势
在真空(或受控分压)中执行此过程是其与众不同之处。在这些高温下,大气中的任何氧气都会与金属表面快速反应。
这种反应会导致氧化和脱碳(表面碳损失),从而破坏零件的表面完整性和尺寸。真空可防止这些反应,从而获得清洁、光亮且未改变的表面。

精确温度控制的优势
在真空环境中精确管理热循环的能力不仅能带来硬度,还能带来显著的工程优势。
最小变形和尺寸稳定性
由于零件在静止环境中均匀加热,没有明火产生的热点,因此热应力大大降低。受控的冷却速率进一步最大限度地减少了翘曲或变形的风险。
这使得真空淬火成为需要保持尺寸公差的复杂高精度部件的理想选择。
清洁、即用型表面
零件从真空炉中取出时具有光亮的金属表面。它们无需后续清洁、研磨或喷砂去除氧化皮或氧化物。
这消除了制造过程中的整个步骤,节省了时间和成本,并保留了加工零件的精确尺寸。
增强和可预测的性能
该过程可对最终结果进行出色的控制。通过精确管理奥氏体化温度、保温时间和淬火速率,冶金学家可以可靠地生产出具有特定、可重复性能(如硬度、韧性和抗拉强度)的零件。
了解权衡
虽然真空淬火非常有效,但它并非适用于所有应用的默认解决方案。了解其局限性是做出客观决策的关键。
更高的工艺成本
与标准大气炉相比,真空炉代表着巨大的资本投资。这意味着热处理过程本身的每件零件成本更高。
较慢的循环时间
将炉腔抽真空然后执行高度受控的冷却循环可能导致比简单淬火方法更长的总工艺时间。
不总是适用于简单合金
对于低碳或基本低合金钢,如果表面光洁度不是主要考虑因素并且可以接受一些变形,则传统大气淬火可能是一种更具成本效益的解决方案。真空工艺的优势可能无法证明增加的费用是合理的。
为您的应用做出正确选择
选择正确的热处理方法需要将工艺能力与项目最关键的目标对齐。
- 如果您的主要关注点是尺寸精度和完美的光洁度:真空淬火是更好的选择,因为受控的热循环和惰性环境可防止变形和氧化。
- 如果您的主要关注点是最大限度地发挥高合金钢的性能:此工艺对于通过实现特定的冶金结构来充分发挥工具钢、不锈钢和超级合金的潜力至关重要。
- 如果您的主要关注点是非关键部件的成本效益:如果可以接受轻微的表面缺陷和需要后处理,则传统的常压淬火工艺可能更经济。
最终,选择正确的淬火工艺是基于材料价值及其最终用途要求的战略决策。
总结表:
| 方面 | 典型范围 | 主要影响因素 |
|---|---|---|
| 一般工艺温度 | 最高 1,300°C (2,372°F) | 炉子的最大能力 |
| 常见工具钢奥氏体化 | 815°C 至 1,200°C | 具体合金成分(例如,D2 与 H13 钢) |
| 主要目标 | 实现所需的硬度和尺寸稳定性 | 材料独特的冶金要求 |
使用 KINTEK 的先进真空炉实现完美的淬火
选择正确的温度对于成功的真空淬火至关重要,但这只是成功的一半。您需要一台能够提供您的珍贵部件所需的精确、均匀的热量和无污染环境的炉子。
在 KINTEK,我们利用卓越的研发和内部制造能力,为各种实验室和生产设施提供先进的高温炉解决方案。我们的产品线——包括真空和气氛炉、马弗炉、管式炉和旋转炉,以及 CVD/PECVD 系统——辅以我们强大的深度定制能力,以精确满足您独特的实验和生产要求。
让我们帮助您充分发挥材料的潜力。
立即联系我们的专家,讨论如何根据您的特定淬火工艺定制 KINTEK 真空炉。
图解指南