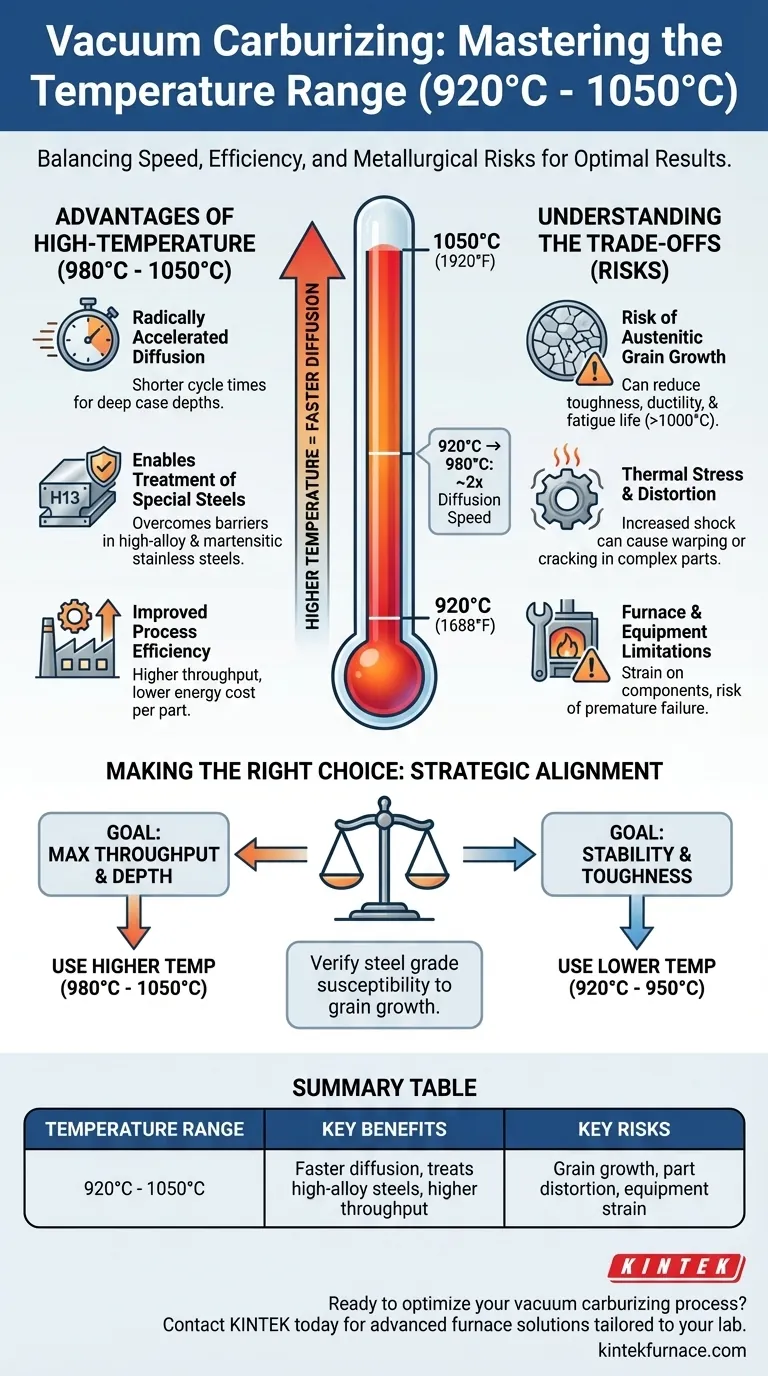
在真空渗碳中,典型的工作温度范围从常规的约 920°C 延伸至最高 1050°C (1920°F)。这个宽泛的范围为工艺灵活性提供了极大的空间,较高的温度可以显著加速渗碳循环。例如,将温度从 920°C 提高到 980°C 可以有效地使碳扩散速度提高一倍。
使用高温的能力是真空渗碳的核心优势,但它并非万能的解决方案。最佳温度是一个战略性选择,需要在速度和效率的需求与晶粒长大和零件变形的冶金风险之间取得平衡。
高温渗碳的优势
推动温度超越常规渗碳的主要动力是速度。这对效率和材料能力都有深远的影响。
扩散速度的根本性加快
热量是扩散的引擎。通过提高工艺温度,碳原子渗透到钢材表面的速率呈指数级增长。
这种关系意味着,在 920°C 下可能需要数小时才能达到的深渗层,在 980°C 或更高温度下可以在更短的时间内完成。这直接转化为更短的循环时间。
实现特种钢材的处理
许多现代高性能合金对传统渗碳提出了挑战。其高铬含量和其他合金元素会抑制碳的吸收。
高温真空渗碳提供了克服这些障碍所需的能量。它对于需要坚硬、耐磨表面的马氏体不锈钢、H13 等工具钢以及其他高合金牌号特别有效。
提高工艺效率
更短的循环时间直接带来更高的操作效率。炉子每天可以处理更多的批次,从而提高产量并降低每个部件的能耗成本。这使得高温真空渗碳成为高产量生产中非常经济的选择。

理解权衡
尽管高温带来了显著的好处,但它们也引入了必须控制的关键冶金和机械权衡。
奥氏体晶粒长大的风险
将钢材保持在非常高的温度下,尤其是在 1000°C 以上,会促进材料微观结构中奥氏体晶粒的生长。
淬火后,大晶粒可能导致韧性、延展性和疲劳寿命的降低。对于承受高冲击或循环载荷的部件来说,这是一个关键的考虑因素。
热应力和变形
渗碳步骤与淬火介质之间的温差越大,热冲击就越大。
这可能导致更大的零件变形,这对具有复杂几何形状或严格尺寸公差的部件来说是一个主要问题。在严重的情况下,甚至可能导致开裂。
炉子和设备的限制
持续在 1000°C 以上的温度下运行会对炉子的部件(如加热元件和绝缘材料)造成很大压力。
并非所有的真空炉都设计或额定用于在此温度范围上限进行连续操作。将设备推到其设计限制之外可能导致过早故障和昂贵的停机时间。
为您的目标做出正确的选择
选择正确的温度不是要找到一个“最佳”的单一数字;而是要将工艺参数与您的特定工程目标对齐。
- 如果您的首要重点是最大的吞吐量和深渗层:请使用较高的温度(980°C 至 1050°C),但请验证您的特定钢种是否不是过度容易发生有害的晶粒长大。
- 如果您的首要重点是处理高合金或不锈钢:为了实现有效的表面硬化所需的碳吸收和碳化物形成,较高温度通常是先决条件。
- 如果您的首要重点是尺寸稳定性和零件韧性:请在更常规的较低范围(920°C 至 950°C)内操作,以最大限度地减少热应力并防止过度晶粒长大。
最终,掌握真空渗碳在于战略性地选择最符合您的材料、零件几何形状和最终性能要求的温度。
摘要表:
| 温度范围 | 主要优势 | 主要风险 |
|---|---|---|
| 920°C - 1050°C | 扩散更快,可处理高合金钢,吞吐量更高 | 晶粒长大,零件变形,设备压力 |
准备好优化您的真空渗碳工艺了吗?在 KINTEK,我们利用卓越的研发和内部制造能力,为您实验室提供先进的高温炉解决方案。我们的产品线,包括马弗炉、管式炉、回转炉、真空和气氛炉,以及 CVD/PECVD 系统,辅以强大的深度定制能力,以精确满足您独特的实验需求。立即联系我们,以提高效率并获得卓越的结果!
图解指南