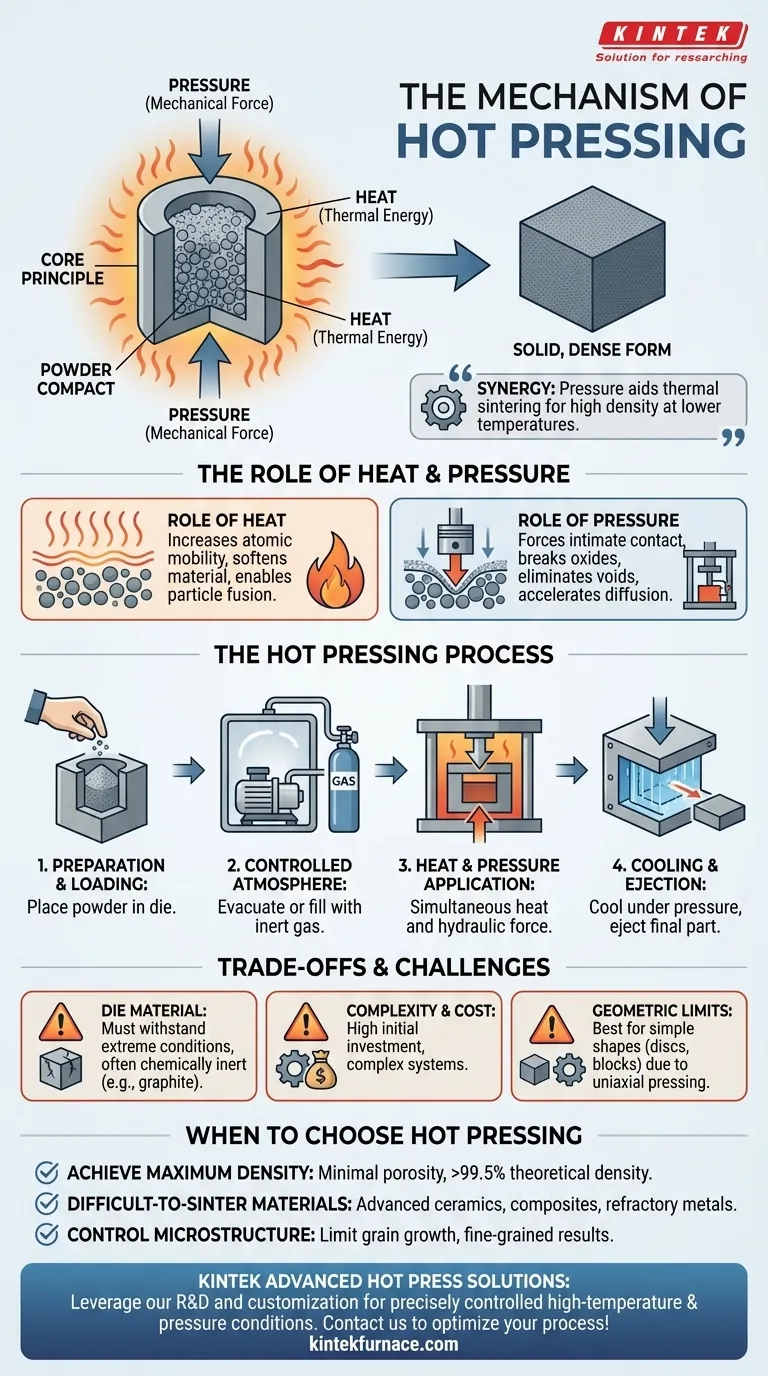
热压的核心是一种材料制造工艺,它同时对粉末压坯施加高温和高压。这在模具内部进行,以将粉末固结成坚固、致密的形式。热量和压力的结合加速了粉末颗粒之间的结合,从而形成具有卓越密度和机械性能的最终部件。
热压的基本机制是利用外部压力作为强大的驱动力,辅助烧结的热过程。这种协同作用使得能够以比单独传统炉烧结更低的温度或更短的时间,制造出高度致密的材料,通常具有接近零的孔隙率。
核心原理:热量与压力的协同作用
热压的根本目的是加速致密化。它通过结合热能(热量)和机械能(压力)来克服阻碍粉末颗粒形成固体块的障碍。
热量的作用
热量是颗粒结合的主要促成因素。它增加了粉末颗粒内部的原子迁移率,使材料软化并更具塑性。这使得颗粒在接触点更容易变形和熔合。
压力的作用
压力提供了关键的驱动力。它机械地迫使颗粒紧密接触,分解表面氧化物并消除它们之间的空隙(孔隙率)。这种施加的应力显著提高了材料流动和扩散的速率,这些是致密化的核心机制。
协同效应
无论是单独的热量还是压力,其效果都不如两者结合。通过同时施加它们,该过程可以制造出密度接近材料理论最大值的最终部件。这种协同作用使得能够在较低温度下实现完全致密化,这对于防止不必要的晶粒长大和保持细晶粒微观结构至关重要。
热压工艺分解
尽管具体参数各不相同,但热压机的操作顺序遵循清晰、逻辑的路径,旨在实现控制和精度。
1. 准备和装载
该过程首先将材料(通常为粉末形式)放入模具中。模腔定义了最终部件的基本形状。
2. 创建受控气氛
模具组件被放置在一个腔室中,然后抽真空以创建真空环境,或填充保护性惰性气体(如氩气)。此步骤对于防止材料在高温下氧化或与空气发生反应至关重要。
3. 同时施加热量和压力
热量施加到模具及其内部的材料上。同时,液压或机械压杆通过冲头对材料施加巨大的压力。这种组合作用迫使软化的颗粒固结并熔合在一起,消除孔隙率。
4. 冷却和顶出
一旦达到所需的密度,部件在压力下冷却以保持其固结形式。冷却后,释放压力,最终的致密部件(通常称为“坯料”)从模具中顶出。
理解权衡和挑战
尽管功能强大,但热压并非万能解决方案。了解其固有限制是有效使用它的关键。
模具材料困境
最大的挑战是模具材料。它必须同时承受高温下的极端压力,同时保持化学惰性,这意味着它不能与所压制的粉末发生反应。石墨是常见的选择,但其使用对压力和寿命有局限性。
工艺复杂性和成本
热压系统比传统炉或冷压机更复杂、更昂贵。对真空或惰性气体系统以及坚固的加热和高压液压组件的要求,增加了初始投资和运营成本。
几何限制
由于单轴压制(一个方向的压力)的性质,热压最适合生产简单的形状,如圆盘、块体和圆柱体。使用这种方法很难实现复杂、精密的几何形状。
为您的目标做出正确选择
决定是否使用热压完全取决于您的材料和性能目标。
- 如果您的主要重点是实现最大密度:热压是制造孔隙率最小的部件的首选,通常可达到材料理论密度的99.5%以上。
- 如果您正在处理难以烧结的材料:对于抵抗致密化的先进陶瓷、复合材料或难熔金属,热压施加的压力提供了实现固结所需的力。
- 如果您需要控制微观结构:通过在较低温度下实现致密化,热压非常适合限制不必要的晶粒长大并生产具有细小、高强度微观结构的部件。
最终,理解热量、压力和气氛之间的相互作用,使您能够利用热压来制造否则无法获得的先进材料。
总结表:
| 关键方面 | 描述 |
|---|---|
| 核心原理 | 在模具中同时对粉末施加高温和单轴压力。 |
| 主要目标 | 实现接近理论密度和优异的机械性能。 |
| 关键机制 | 压力加速颗粒变形、扩散和结合。 |
| 适用于 | 难烧结材料(例如,先进陶瓷、复合材料),需要最大密度的应用。 |
| 主要限制 | 部件几何形状简单;设备和模具成本高。 |
需要实现最大材料密度和性能吗? KINTEK的先进热压解决方案利用我们卓越的研发和内部制造能力,提供精确控制的高温高压条件。无论您是开发先进陶瓷、复合材料还是其他特殊材料,我们的炉具和强大的深度定制能力都旨在满足您独特的研究和生产要求。立即联系我们的专家,讨论我们如何帮助您优化热压工艺!
图解指南