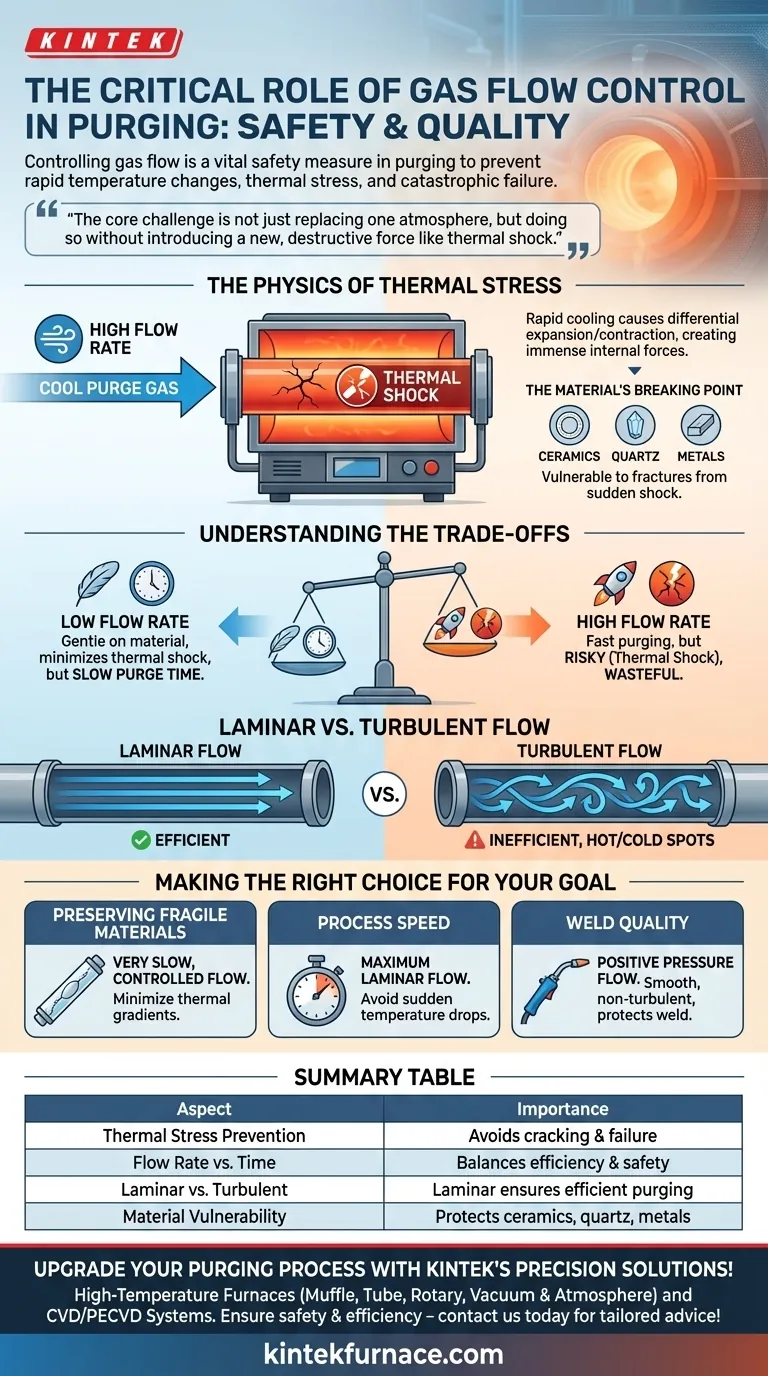
在任何吹扫操作中,控制气体流量速率都是一项关键的安全和质量措施。主要原因是为了防止被吹扫材料内部出现大的、快速的温度差异,这会产生被称为热应力的巨大内应力,并最终导致开裂和灾难性故障。
吹扫的核心挑战不仅仅是用一种气体取代另一种气体,而是在不引入新的、破坏性力量的情况下完成这一过程。不受控制的气体流量会引起热冲击,从而损害整个系统的结构完整性。
热应力的物理学
要理解为什么流速如此关键,我们必须首先了解快速温度变化带来的破坏潜力。
什么是热应力?
材料受热时膨胀,冷却时收缩。当物体的某一部分试图以与另一部分不同的速率膨胀或收缩时,就会发生热应力。
这种差异会产生内部的拉伸和压缩力。如果这些力超过材料的强度,它就会开裂或变形。
不受控制的流量如何产生应力
吹扫通常涉及将环境温度的气体引入高温系统,例如管式炉或新焊接的管道。
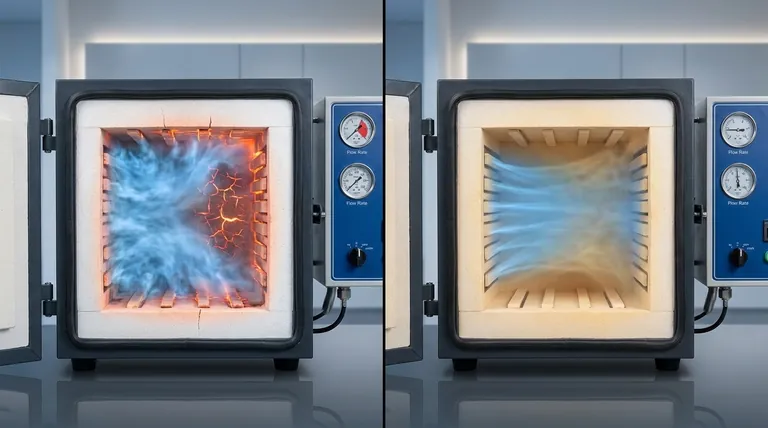
高且不受控制的流速就像一阵冷风。它会快速冷却管道的内表面,而材料的大部分仍然是热的。
这种极端的温度梯度——外部热、内部冷——会导致内表面剧烈收缩,而外部材料会抵抗,从而产生巨大的内部应力。
材料的断裂点
陶瓷、石英和某些金属等材料对热应力特别敏感,尤其是在它们已经处于高温状态时。来自大量冷吹扫气体的突然冲击很容易成为断裂点,造成损害工艺和设备的裂纹。
理解权衡
正确管理吹扫气体的流量是在效率和安全之间的一种平衡行为。忽视这些权衡可能导致工艺失败或设备损坏。
流量与吹扫时间
非常低的流速对材料温和,最大限度地减少热冲击,但可能需要过长的时间才能完全置换现有的大气环境。
相反,高流速可以快速吹扫体积,但会大大增加热冲击和开裂的风险。它也可能造成浪费,消耗不必要的更多气体。
层流与湍流
理想的吹扫采用层流,其中气体以平滑、平行的层移动。这可以有效地、可预测地从下到上或从一端到另一端置换掉不需要的气体环境。
高流速会产生湍流,即气体混乱地旋转。湍流不仅吹扫效率低下,还可能产生局部的冷热点,加剧热应力。对于焊接而言,湍流甚至可能将大气污染物带回惰性环境中。
为您的目标做出正确的选择
您的最佳流速完全取决于您的特定工艺和优先事项。
- 如果您的首要重点是保护易碎材料(如石英管):使用非常缓慢、受控的流速,并允许较长的吹扫时间以最大限度地减少热梯度。
- 如果您的首要重点是工艺速度:确定可保持层流且不会在系统中引起突然、显著的温度下降的最大流速。
- 如果您的首要重点是焊接质量:使用刚好足够高的流速,以提供正压并驱逐氧气,确保平稳、无湍流的流动,从而保护焊池,同时不会引起污染或热冲击。
掌握您的工艺始于掌握对每个变量的控制,尤其是气体流量。
总结表:
| 方面 | 重要性 |
|---|---|
| 热应力预防 | 避免因温度快速变化而引起的开裂和故障 |
| 流量与吹扫时间 | 平衡效率和安全;低流量温和但缓慢,高流量快速但有风险 |
| 层流与湍流 | 层流确保高效、可预测的吹扫;湍流会导致应力和效率低下 |
| 材料的易损性 | 保护陶瓷、石英和金属在吹扫过程中免受热冲击 |
使用 KINTEK 的精密解决方案升级您的吹扫工艺! 凭借卓越的研发和内部制造能力,我们提供先进的高温炉,如马弗炉、管式炉、旋转炉、真空和气氛炉,以及 CVD/PECVD 系统,并提供深度定制以满足您的独特需求。确保安全高效——请立即联系我们获取量身定制的建议!
图解指南