从本质上讲,热压是一种高性能制造技术,它同时对材料施加高温和巨大的压力。这种组合迫使材料颗粒相互熔合,从而形成具有极高密度和强度的最终产品。它主要用于先进材料,如陶瓷和复合材料,在这些材料中必须最大限度地减少内部缺陷。
热压的真正价值在于它能够实现接近理论密度的性能和卓越的机械性能。它通过在加热和烧结阶段施加压力来实现这一目标,这是仅靠热量无法实现的结果。
热压的基本工作原理
要理解为什么热压被选用于关键应用,必须研究其两个主要组成部分——热量和压力——之间的协同作用。
核心原理:同时施加
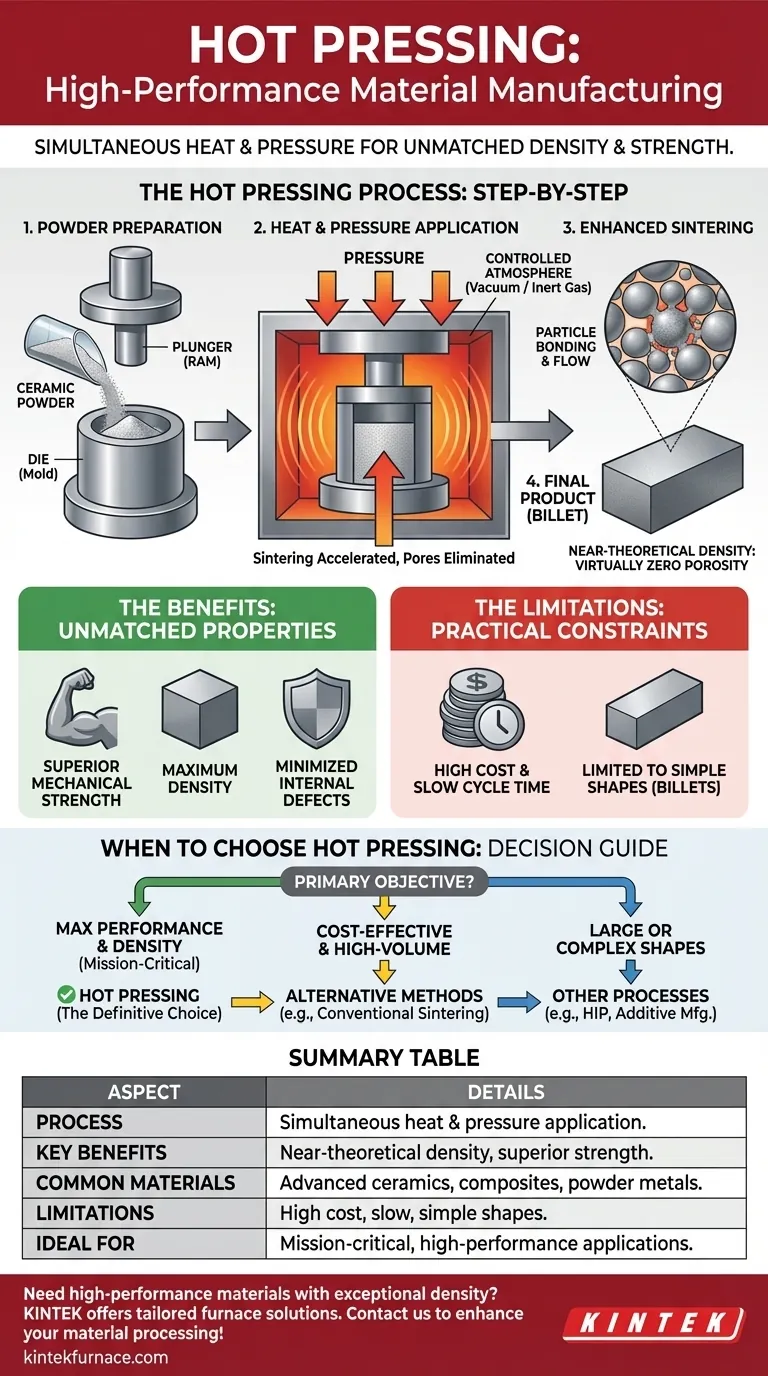
传统烧结利用热量将材料颗粒粘合在一起,但这可能会留下微小的空隙或孔隙。热压通过同时增加机械压力来解决这个问题。热量使材料具有可塑性,而压力则物理上迫使颗粒靠拢,从而消除空隙。
分步工艺
该过程首先将材料的粉末形式放入一个坚固的模具中,该模具通常由石墨或陶瓷复合材料制成,称为模具(die)。然后使用冲头或柱塞施加压力。整个组件在受控环境中加热,通常是真空或惰性气体气氛,以防止高温下的氧化。
增强烧结的作用
随着温度升高,材料颗粒开始粘合,这个过程称为烧结。施加的压力极大地加速了这一过程并使其更有效。它有助于分解粉末颗粒上可能存在的任何表面污染物,并促进材料流动,从而封闭本应被困住的孔隙。
实现接近理论密度
最终目标是实现尽可能接近材料理论最大值的密度。这意味着制造出内部孔隙率几乎为零的固体部件。热压产生的致密、无孔的微观结构直接带来了卓越的机械强度、硬度以及热电性能。最终产品通常是一个简单的形状,如圆盘或块状物,称为坯料(billet),然后将其机加工成最终尺寸。

了解权衡
热压是一个强大的工具,但它并非万能的解决方案。它的优点伴随着显著的实际局限性。
优点:无与伦比的材料性能
对于性能不容妥协的应用,热压通常是唯一的选择。它能够制造出具有最高可能密度和机械强度的材料,最大限度地减少源自内部孔隙或缺陷的失效风险。
局限性:成本和周期时间
热压设备专业且昂贵。该过程相对缓慢,因为它涉及加热和冷却大型模具组件。这使得它不适合大批量、低成本的制造。
局限性:形状和尺寸限制
最终部件的几何形状受模具形状的限制。制造复杂形状既困难又昂贵,而且总体尺寸受到压机容量的限制。这就是它经常被用来生产简单的坯料以供后续机加工的原因。
何时选择热压
您选择使用热压完全取决于您项目的主要目标。
- 如果您的主要关注点是最大性能和密度:热压是为关键任务部件(如先进陶瓷、复合材料或粉末金属)制造的卓越方法,在这些部件中,孔隙率是失效点。
- 如果您的主要关注点是具有成本效益的大批量生产:传统的烧结、压铸或金属注射成型等替代方法更经济、更快。
- 如果您的主要关注点是制造大型或几何形状复杂的部件:您应该研究其他工艺,例如热等静压(HIP)或增材制造,这些工艺提供了更大的设计自由度。
最终,当材料的完整性和性能不容妥协时,热压是最终的选择。
总结表:
| 方面 | 详细信息 |
|---|---|
| 工艺 | 同时施加热量和压力以熔合材料颗粒 |
| 主要优点 | 实现接近理论密度、卓越的机械强度和最小的孔隙率 |
| 常见材料 | 先进陶瓷、复合材料、粉末金属 |
| 局限性 | 成本高、周期时间慢、仅限于简单形状和尺寸 |
| 理想用途 | 性能和密度至关重要的关键任务应用 |
需要具有卓越密度和强度的
图解指南