在真空炉的加热阶段, 经过初步除气后,会展开一个受控过程。加热元件(通常由石墨或难熔金属制成)几乎完全通过热辐射将能量传递给工件。随着温度升高,工件和炉内组件会释放截留的气体,这种现象称为排气,真空泵必须持续清除这些气体,以维持所需的低压环境。
真空炉加热的核心目的不仅仅是使物体变热。它是在惰性环境中,以热辐射作为主要机制,同时积极管理材料本身释放的气体,从而实现精确、均匀的温度。
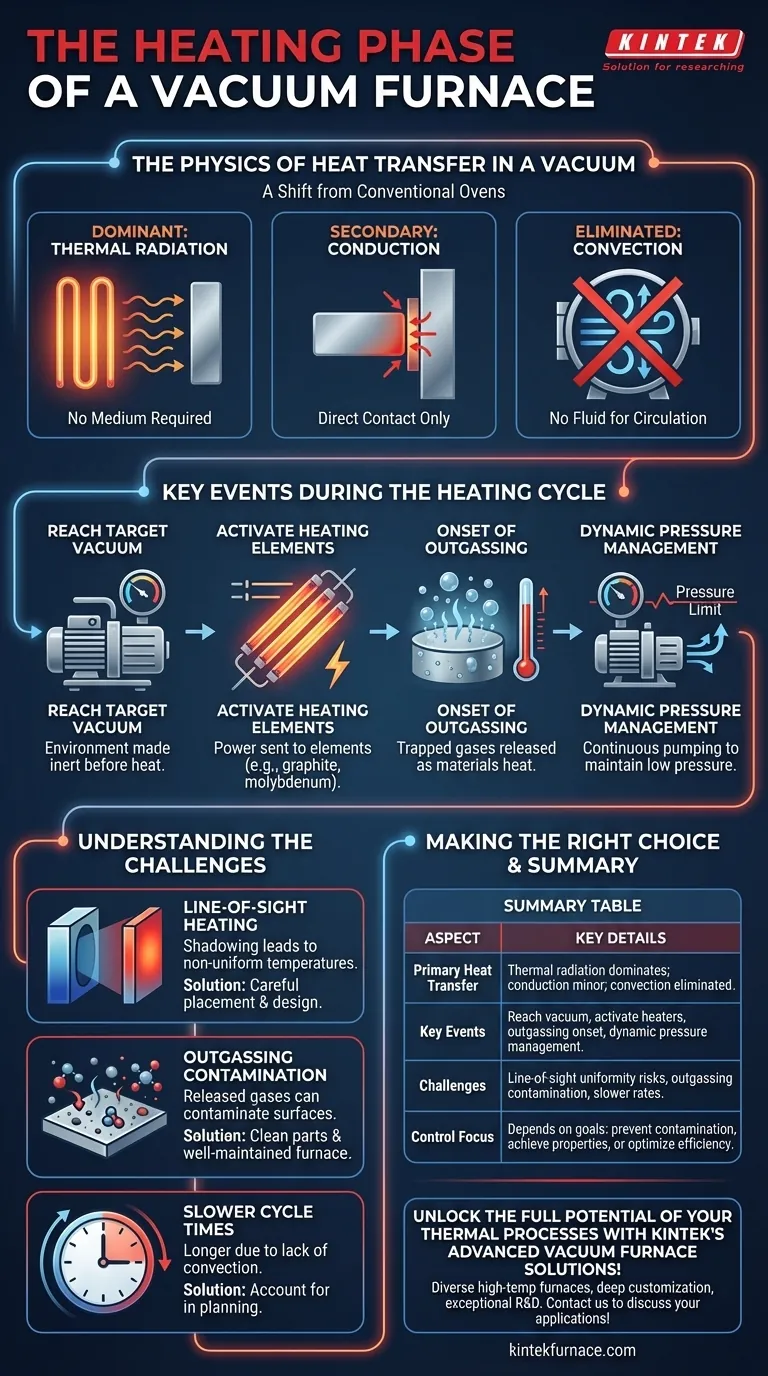
真空中的加热物理学
理解加热阶段需要转变思维,摆脱传统烤箱的加热方式。在没有空气的情况下,熟悉的对流机制完全消失,从根本上改变了热量的传递方式。
热辐射的主导地位
在真空中,热量主要通过热辐射传递。加热元件发热发光,发射红外能量,这些能量以直线穿过真空,并被工件表面吸收。
这类似于太阳通过太空真空加热地球的方式。能量传播不需要介质。
传导的作用
传导仍然扮演着次要角色。热量在工件与夹具直接物理接触或复杂组件的不同部分相互接触的地方通过传导进行传递。
然而,它的总体贡献远小于辐射,特别是对于与支撑件接触最少的复杂形状零件。
为什么消除了对流
对流依赖于流体(如空气或水)循环并传递热量。通过抽走空气以制造真空,我们移除了此过程所需的分子。
这是真空炉的一个关键优势,因为它防止了如果热工件暴露在空气中可能发生的氧化和其他化学反应。

加热周期中的关键事件
加热阶段是一个动态的、经过精心管理的事件序列,而非静态状态。
达到目标真空度
该过程仅在真空泵将炉腔抽至所需起始压力(以托或毫巴测量)后才开始。这确保了在引入高温之前环境是惰性的。
激活加热元件
一旦真空稳定,电源就会输送到加热元件。这些通常是石墨管或钼条,它们因电阻而发热。在某些“热壁”设计中,加热器位于密封的坩埚外部,加热炉壁,然后炉壁将能量辐射到内部零件。
排气的开始
这是最关键的事件之一。当工件、夹具甚至炉子内部的绝缘材料变热时,它们会从表面释放出吸附的气体和水分。这个过程称为排气。
动态压力管理
排气会导致炉内真空度暂时恶化。真空泵系统必须持续工作以清除这些新释放的气体分子,确保压力不超过工艺规定的限制。在某些情况下,可能会引入受控量的惰性气体(如氩气)以建立特定的分压。
了解权衡和挑战
尽管功能强大,但真空加热并非没有其独特的挑战,必须加以管理才能成功进行加工。
“视线”加热的挑战
因为辐射是直线传播的,任何被其他部件或夹具“遮蔽”的工件部分都不会那么快地加热。这可能导致负载温度不均匀。
仔细放置部件和周到的炉子设计对于确保所有表面都获得足够的辐射能量以实现均匀加热至关重要。
排气污染的风险
如果排气速率高于泵送系统的容量,压力将显著升高。这些释放的气体可能会污染工件表面,从而削弱使用真空的主要目的之一。
这就是为什么清洁的零件和维护良好的炉子对于高质量的结果至关重要。
较慢的加热和冷却速率
在没有对流辅助循环热量的情况下,真空中的总循环时间可能比气氛炉更长。在工艺规划和排程中必须考虑到这一点。
为您的工艺做出正确的选择
控制加热阶段是实现零件所需金相性能的基础。这种控制的重点取决于您的最终目标。
- 如果您的主要重点是防止表面污染:您的首要任务必须是通过确保零件清洁以及真空系统能够在整个加热周期中保持目标压力来管理排气。
- 如果您的主要重点是实现特定的材料性能:精确控制加热速率、均热温度和部件温度均匀性是您最关键的一组变量。
- 如果您的主要重点是工艺效率:您必须优化装载配置以最大程度地减少辐射遮蔽,并准确预算真空环境中固有的较慢传热速率。
掌握辐射传热和排气动力学是释放真空热处理全部潜力的关键。
总结表:
| 方面 | 主要细节 |
|---|---|
| 主要传热方式 | 热辐射为主导;传导作用较小;对流被消除。 |
| 关键事件 | 达到目标真空度、激活加热元件、排气开始、动态压力管理。 |
| 挑战 | 视线加热导致不均匀风险、排气污染、加热/冷却速率较慢。 |
| 控制重点 | 取决于目标:防止污染、实现材料性能或优化效率。 |
利用 KINTEK 先进的真空炉解决方案,释放您的热处理工艺的全部潜力! 凭借卓越的研发和内部制造能力,我们为各种实验室提供高温炉,如马弗炉、管式炉、旋转炉、真空炉和气氛炉,以及 CVD/PECVD 系统。我们强大的深度定制能力确保精确满足您独特的实验需求,提高效率和成果。立即联系我们,讨论我们如何支持您的特定应用!
图解指南