空气中的两种气体对熔融金属造成最显著缺陷的是氮气和氢气。在液体熔融物的高温下,这些气体很容易溶解到金属中,但随着其冷却和凝固,它们的溶解度急剧下降,迫使它们析出溶液,从而产生破坏性的内部缺陷。
熔融金属就像是氢气和氮气的海绵。当金属凝固时,它无法再容纳这些溶解的气体,这些气体随后被困在气泡中(形成气孔)或形成脆性化合物,损害最终产品的完整性。
基本原理:气体在金属中的溶解度
核心问题是一个物理定律:气体在液态金属中的溶解度远高于在固态金属中的溶解度。这种溶解度的差异是驱动铸造或焊接过程中缺陷形成的主要动力。
将其想象成在水中溶解糖。你可以在热水中溶解的糖比在冷水中多得多。如果你冷却一个饱和的热糖溶液,糖会以晶体的形式析出。熔融金属和溶解的气体以非常相似的方式运作。
高温的问题
在熔化温度下,金属中的原子排列松散且能量高,为氢和氮等小气体原子扩散到液体中留下了更多空间。周围的大气提供了几乎无限的气体来源。
关键冷却阶段
当金属冷却并开始凝固时,其晶体结构变得更加坚固和有序。溶解的气体原子根本没有空间容纳。这种溶解度的突然下降迫使气体从金属基体中逸出。由于铸件或焊缝的外部首先凝固,这种逸出的气体被困在正在凝固的金属内部。

空气中的两个主要“罪魁祸首”
虽然空气是气体的混合物,但由于其原子大小、反应性和丰度,氮气和氢气是最成问题的。
氢气(H):气孔的“发动机”
氢是最小的原子,可以轻易地扩散到熔融金属中。主要来源通常不是气态氢,而是来自空气中的湿度或废金属、工具或焊剂上的水分所产生的水蒸气(H₂O)分解。
在高温下,水会分解,释放出氢气被熔体吸收。冷却时,这些氢气被固化金属强烈排斥,形成称为氢气孔的圆形内部空隙。
氮气(N₂):脆化的“致使剂”
氮气约占空气的78%,造成持续的暴露。与氢气一样,它会导致气孔,但其更隐蔽的影响是它与母体金属和合金元素发生反应的能力。
在钢、铝,特别是钛等金属中,溶解的氮气在冷却过程中可以形成坚硬、易碎的化合物,称为氮化物。这些氮化物充当内部应力点,大大降低材料的延展性和韧性,这种现象称为脆化。
理解后果
由溶解气体引起的缺陷不仅仅是表面问题;它们直接影响最终部件的机械性能和可靠性。
气孔:“瑞士奶酪”效应
气体气孔形成了一个内部空隙网络。这减少了部件的横截面积,使其更弱、密度更低。这些光滑的球形空隙还会充当应力集中点,为裂纹在载荷下形成和扩展提供了一个容易发生的起点,从而导致过早失效。
脆化:氮化物和氢化物
与空洞不同,氮化物(以及较少见的氢化物)是嵌入金属晶粒结构中的物理颗粒。这些坚硬的类陶瓷夹杂物破坏了金属晶格的连续性。
它们阻止金属在应力下发生塑性变形,导致其以脆性方式断裂,几乎没有或根本没有预警。这在需要韧性和抗冲击性的应用中尤其危险。
为您的工艺做出正确的选择
控制气氛和原材料不是可有可无的步骤;它是生产健全金属部件的基础。您的具体重点将取决于您需要防止的主要失效模式。
- 如果您的主要重点是防止结构弱点和泄漏: 您的主要目标是最大限度地减少氢的吸收,以减少气孔。这意味着要确保所有材料都是干燥的并控制湿度。
- 如果您的主要重点是确保延展性和抗冲击强度: 您必须控制氮气的暴露,尤其是在敏感合金中。这可能需要使用保护气体(如氩气)或真空处理。
- 如果您的主要重点是高性能合金的整体质量: 您必须通过清洁的原材料、真空或惰性气体保护以及特定的熔炼处理的组合,积极控制氢气和氮气。
最终,掌握气氛与熔体之间的相互作用对于将良好的设计转化为可靠、高性能的产品至关重要。
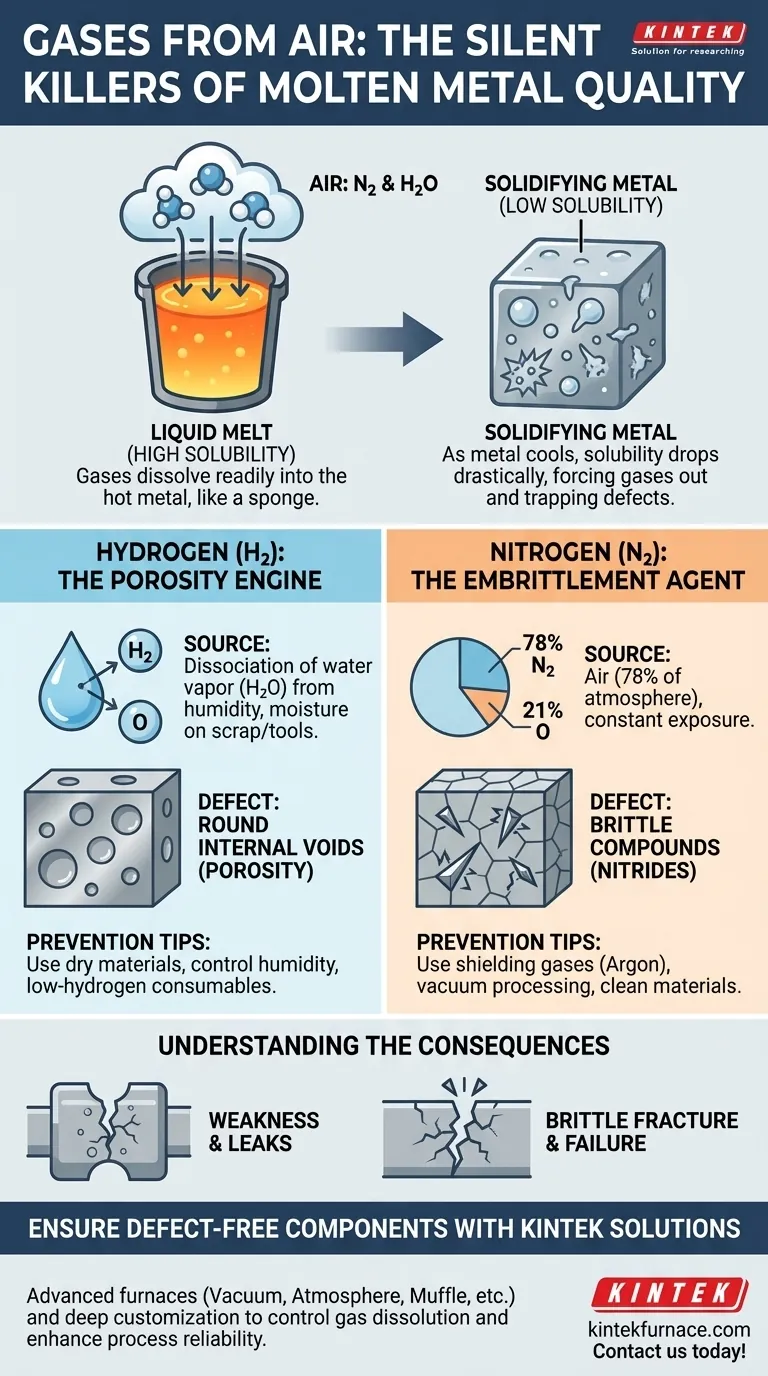
总结表:
| 气体 | 主要来源 | 造成的主要缺陷 | 预防提示 |
|---|---|---|---|
| 氢气 | 水蒸气、湿度 | 气孔(空隙) | 使用干燥材料,控制湿度 |
| 氮气 | 空气(占大气的78%) | 脆化(氮化物) | 使用保护气体,真空处理 |
使用 KINTEK 的先进熔炉解决方案,确保您的金属部件无缺陷! 凭借卓越的研发和内部制造能力,我们为各级实验室提供多种高温炉,如马弗炉、管式炉、旋转炉、真空和气氛炉,以及 CVD/PECVD 系统。我们深度的定制能力可以精确满足您控制气体溶解和防止缺陷的独特实验需求。请立即联系我们,以提高您的工艺可靠性和产品质量!
图解指南