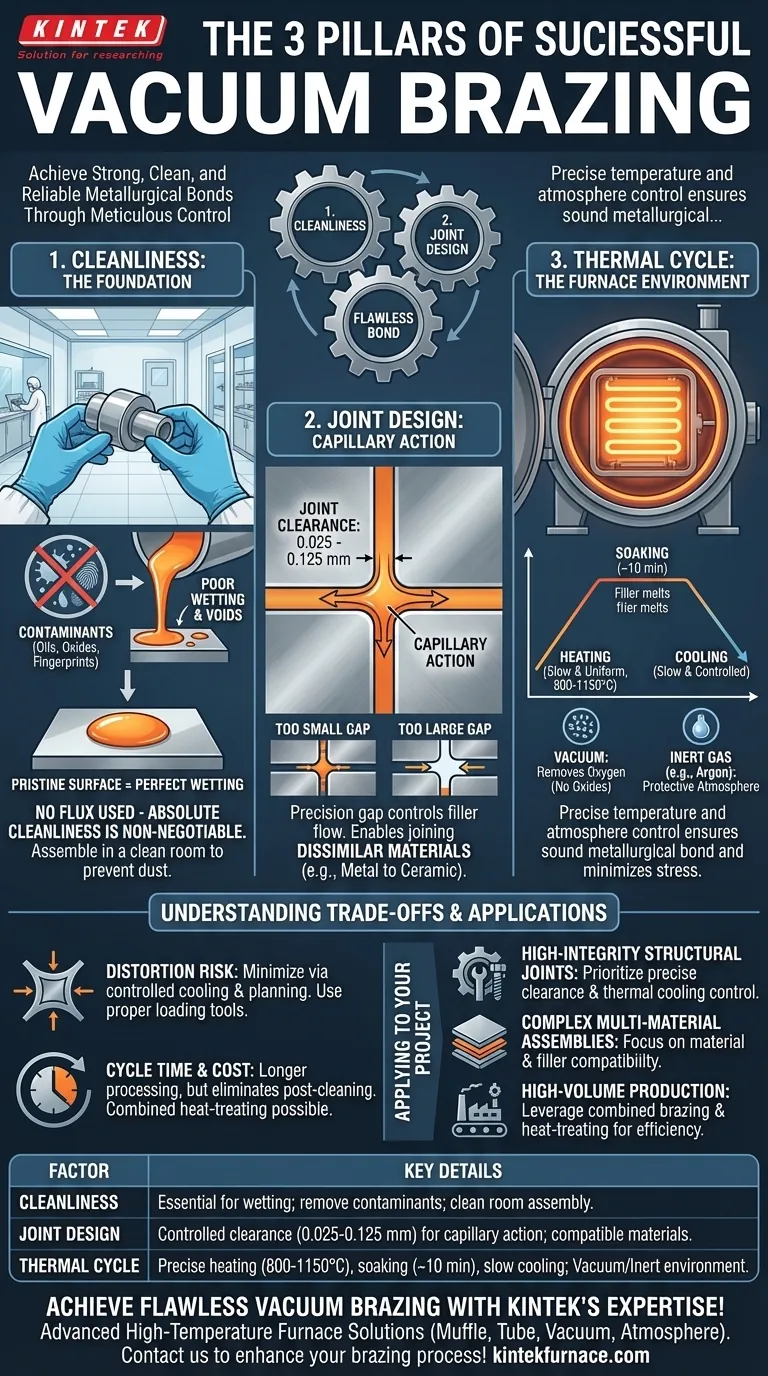
要实现成功的真空钎焊,您必须精心控制三个核心领域:组件的钎焊前清洁度、接头本身的物理设计以及真空炉内精确的热循环。这些要素协同作用,创造出一个能够形成牢固、清洁且可靠的冶金结合而无缺陷的环境。
真空钎焊的成功不是由单一因素决定的,而是由一个整体的控制系统决定的。这是一个创造一个纯净、无氧环境的过程,在这个过程中,精确的温度控制和接头设计使得填充金属能够与母材完美结合。
基础:准备和清洁度
真空钎焊中最常见的失效点发生在零件进入炉子之前。绝对的清洁度是不可或缺的。
为什么污染物是敌人
油污、油脂、氧化物甚至指纹等污染物会形成屏障。它们会阻止熔融的钎料均匀地“润湿”并流过母材表面。
这会导致孔隙、不完全的接头和大大削弱的结合力。由于真空钎焊在加热过程中不使用助焊剂来化学清洁表面,因此初始的清洁度是确保正确结合的唯一因素。
清洁环境的作用
您对清洁度的控制必须超出零件本身。在专门的洁净室中组装组件至关重要。
这种做法可以防止灰尘、纤维和其他空气中的颗粒在装入炉子之前沉降到已准备好的零件或填充金属上。

掌握钎焊环境:真空炉
真空炉是连接发生的地方。控制气氛和温度曲线是形成完美接头的关键。
实现必要的真空度
真空的主要目的是去除氧气和其他反应性气体。这可以防止金属表面在加热时形成氧化物。
没有氧化物,填充金属就可以与母材直接相互作用,形成光亮、清洁且冶金健全的接头。对于某些应用,腔室需要用惰性气体(如氩气)进行回填以提供保护性气氛。
热循环:精确的配方
热循环是组件特定的加热、保温和冷却曲线。
- 加热:零件缓慢均匀地加热到钎焊温度,通常在 800°C 至 1150°C 之间。这种缓慢的升温可以最大限度地减少热应力和变形。
- 保温:组件在钎焊温度下保持很短的时间,通常约 10 分钟,使填充金属完全熔化并流遍整个接头。
- 冷却:缓慢、受控的冷却对于减少残余应力和防止开裂至关重要,以保持最终组件的完整性。
为成功而设计:接头和材料考虑因素
完美的过程无法修复设计不佳的零件。接头的物理设计与炉内环境同样关键。
接头间隙的关键作用
真空钎焊依赖于毛细作用将熔融的填充金属吸入零件之间的间隙。间隙,即接头间隙,必须精确控制。
典型的间隙在 0.025 毫米到 0.125 毫米 之间。如果间隙太小,填充金属无法流入;如果太大,毛细作用将失效,接头将变弱或不完全。
选择正确的材料
仔细选择母材和钎料合金至关重要。材料必须彼此兼容,并与预期的热循环兼容。
该过程擅长连接异种材料,例如金属与陶瓷,这是优于其他连接方法的关键优势。填充金属的熔点必须低于母材的熔点。
了解取舍
尽管功能强大,真空钎焊也有其实际限制,需要了解其固有的取舍。
变形的风险
尽管受控冷却可显着减少应力,但所涉及的高温意味着变形的风险永远不为零。复杂的几何形状或材料厚度差异很大的组件需要仔细规划和适当的装载工具来支撑零件。
循环时间和成本
真空钎焊不是一个瞬时过程。需要抽真空以及执行缓慢的加热和冷却循环,与其他方法相比,处理时间更长。
虽然它可以消除钎焊后清洁并启用组合热处理循环,从而具有成本效益,但初始设备投资和循环时间是重要的考虑因素。
过程控制是绝对的
几乎没有犯错的余地。清洁度出现故障、接头设计不良或不正确的温度曲线通常意味着整个零件必须报废。该过程要求严格控制和钎焊后检查和测试以确保质量。
应用于您的项目
您的重点应以您特定应用的主要目标为指导。
- 如果您的主要重点是高完整性的结构接头: 优先考虑精确的接头间隙和对热冷却周期的细致控制,以最大限度地减少残余应力。
- 如果您的主要重点是复杂的多材料组件: 集中精力于母材和填充合金之间的兼容性,以确保牢固的冶金结合。
- 如果您的主要重点是大批量生产: 利用在单个炉循环中将钎焊与热处理和时效硬化相结合的能力,以最大限度地提高效率。
最终,成功的真空钎焊是通过将其视为一个集成系统来实现的,在这个系统中,从设计到最终检查的每一步都至关重要。
摘要表:
| 因素 | 关键细节 |
|---|---|
| 清洁度 | 填充金属润湿的必要条件;需要去除油污、油脂和氧化物;在洁净室中组装以防止污染物。 |
| 接头设计 | 受控间隙(0.025-0.125 毫米)用于毛细作用;兼容材料用于异种连接。 |
| 热循环 | 精确加热(800-1150°C)、保温(约 10 分钟)和缓慢冷却,以最大限度地减少应力并确保正确结合。 |
| 真空环境 | 去除氧气以防止氧化物;可能使用氩气等惰性气体进行保护。 |
借助 KINTEK 的专业知识,实现完美的真空钎焊! 我们利用卓越的研发和内部制造能力,提供先进的高温炉解决方案,如马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统。我们深度的定制能力确保与您独特实验需求的精确对齐,无论是高完整性的结构接头、复杂的多材料组件,还是大批量生产。请立即联系我们,讨论我们的定制解决方案如何增强您的钎焊工艺并提供可靠的结果!
图解指南
相关产品
- 真空热处理烧结和钎焊炉
- 用于真空系统的 304 316 不锈钢高真空球截止阀
- 用于高真空系统的不锈钢 KF ISO 真空法兰盲板
- 用于真空系统的 CF KF 法兰真空电极馈入引线密封组件
- 真空感应熔化炉和电弧熔化炉
















