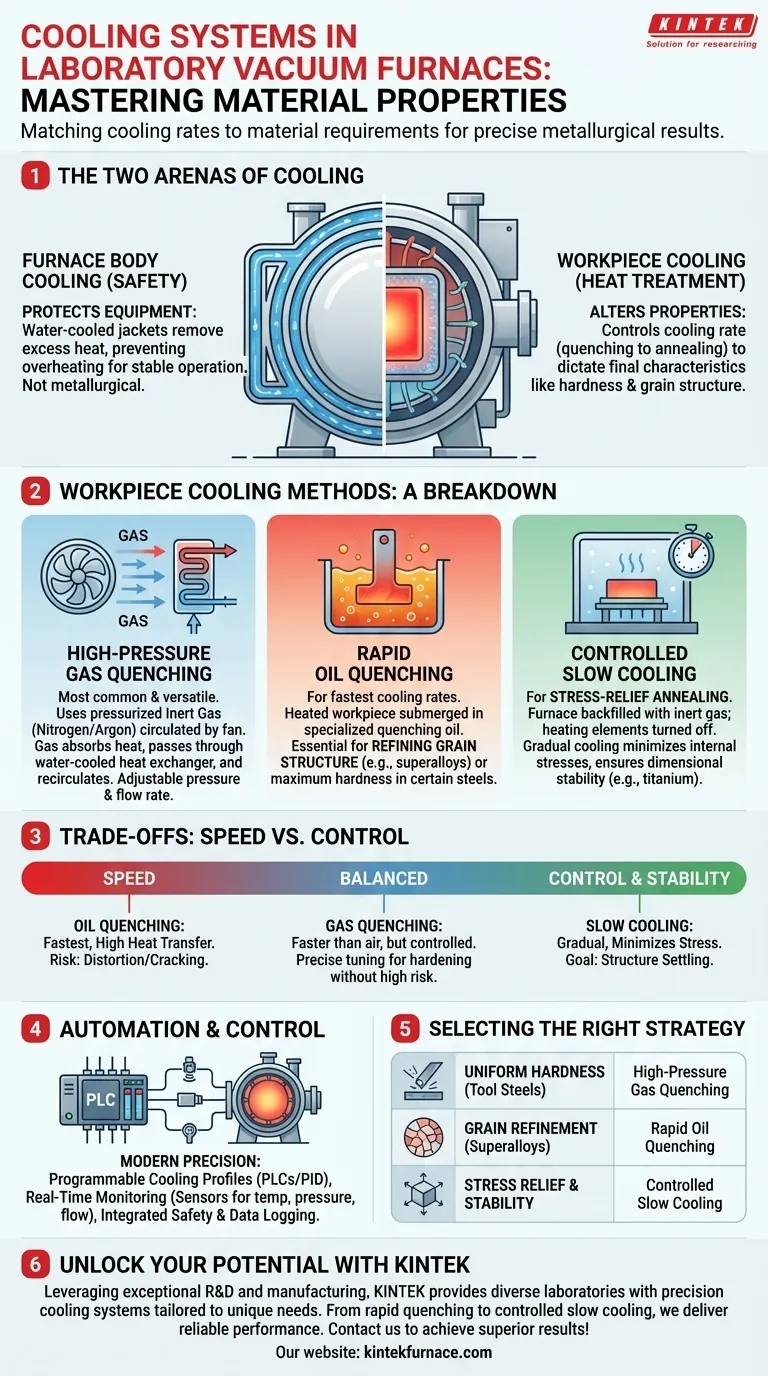
在实验室真空炉中,冷却主要通过三种方法实现:惰性气体淬火、液体(油)淬火和受控慢速冷却。这些系统与外部水冷套一起工作,以保护熔炉本身免于过热。所选择的具体方法至关重要,因为它直接决定了工件最终的冶金性能。
冷却系统的选择与材料有关,而与熔炉无关。核心挑战在于将冷却速率——从极快到故意缓慢——与实现所需材料性能所需的精确相变或应力消除相匹配。
冷却的两个领域
在任何真空炉中,冷却发生在两个不同的区域:熔炉主体本身和正在加工的材料(工件)。混淆这两者是一个常见的错误。
熔炉主体冷却
该系统的唯一作用是保护设备。水冷套在熔炉腔室周围循环,以带走多余的热量,防止炉壁过热,确保安全稳定的运行。这是一个安全和操作特性,而不是冶金过程。
工件冷却(热处理)
这是直接改变炉内材料性能的过程。这里的目标是控制工件冷却的速率,该速率可以从极快(淬火)到非常慢(退火)。

工件冷却方法的细分
用于冷却工件的方法是热处理过程中最关键的决定。它决定了硬度、晶粒结构和内部应力等最终特性。
高压气体淬火
这是最常见和用途最广的方法。加热循环后,腔室被重新充入高纯度惰性气体,通常是氮气或氩气。
该气体被加压,有时达到两倍大气压或更高,并通过风扇循环。它从热工件中吸收热量,然后通过水冷换热器去除热量,然后再循环。该循环重复进行,直到部件冷却。
快速油淬
对于气体无法达到的冷却速率,则使用油淬。将加热的工件浸入特种淬火油浴中。
这提供了极快的传热速度,这对于细化镍基高温合金的晶粒结构或在某些钢合金中实现最大硬度是必需的。
受控慢速冷却
与淬火相反,慢速冷却用于应力消除退火等工艺。不是快速冷却,而是简单地向熔炉中重新充入惰性气体并关闭加热元件。
这使得部件在较长时间内逐渐冷却,从而最大程度地减少引入新的内部应力。这对于保持部件的尺寸稳定性至关重要,特别是对于钛等材料。
理解取舍:速度与控制
在气体、油和慢速冷却之间的选择涉及冷却速度、过程控制和材料损坏风险之间的基本权衡。
对速度的需求:油淬
油淬提供了最快的冷却速率。然而,这种速度是以牺牲控制为代价的,并且由于热冲击可能导致零件变形甚至开裂的风险更高。它仅限于需要它的特定合金。
平衡方法:气体淬火
气体淬火比露天冷却快得多,但比油淬更受控,程度也更低。通过调节气体压力和流速,可以精确调整冷却速率,为硬化工具钢和其他合金提供了出色的通用性,而不会带来高变形风险。
精度的目标:慢速冷却
慢速冷却将控制和稳定性置于一切之上。目标不是诱导相变,而是让材料的内部结构稳定下来,释放在制造或先前热处理过程中积累的应力。
自动化和控制的作用
现代实验室熔炉不依赖手动操作来进行这些关键过程。复杂的自动化确保了精度和可重复性。
可编程冷却曲线
熔炉使用可编程逻辑控制器 (PLC) 或 PID 系统,允许操作员定义精确的多段冷却曲线。您可以编程特定的冷却速率(例如,每分钟°C)、保持时间和气体压力。
实时监控
嵌入式传感器持续监测温度、压力和气体流量。这些数据向控制系统提供实时反馈,确保冷却循环完全按照程序进行。
集成安全和数据
这些控制系统集成了安全功能,例如过温保护和自动关机机制。它们还支持数据记录,用于过程验证、质量控制和研究文档记录。
选择正确的冷却策略
您的选择必须由您材料的最终目标驱动。
- 如果您的主要重点是实现工具钢的均匀硬度: 高压气体淬火提供了一条快速但高度可控的冷却路径。
- 如果您的主要重点是细化镍基高温合金的晶粒结构: 快速油淬是实现所需冷却速度的最有效方法。
- 如果您的主要重点是确保尺寸稳定性和应力消除: 必须采用通过惰性气体回填进行的受控慢速冷却方法。
最终,掌握冷却循环与加热循环一样重要,可以充分发挥材料的潜力。
摘要表:
| 冷却方法 | 主要特点 | 理想应用 |
|---|---|---|
| 高压气体淬火 | 通过惰性气体受控冷却,压力/流量可调 | 工具钢硬化,通用合金处理 |
| 快速油淬 | 最快的冷却速度,高热传递 | 高温合金晶粒细化,高硬度钢 |
| 受控慢速冷却 | 逐渐冷却,最大程度地减少应力 | 应力消除退火,钛的尺寸稳定性 |
利用 KINTEK 先进的高温熔炉解决方案,释放您材料的全部潜力。 我们利用卓越的研发和内部制造能力,为不同的实验室提供量身定制的精密冷却系统,以满足您的独特需求。我们的产品线包括马弗炉、管式炉、旋转炉、真空和气氛炉以及 CVD/PECVD 系统,所有这些都得到强大的深度定制能力的支撑。无论您需要高温合金的快速淬火,还是需要应力消除的受控慢速冷却,KINTEK 都能提供可靠的性能和更高的效率。立即联系我们,讨论我们如何支持您的特定热处理挑战并取得卓越成果!
图解指南