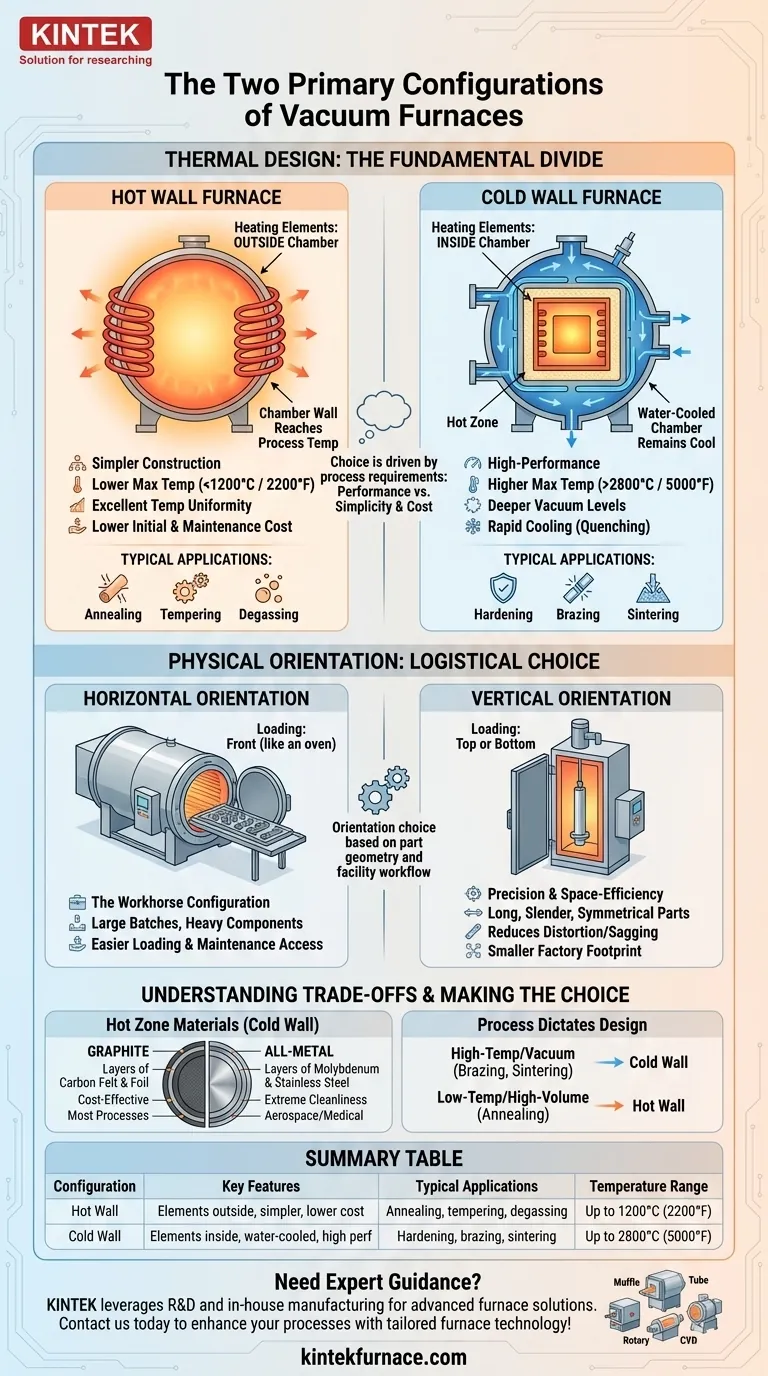
从最基本的层面上讲,真空炉由两种主要配置定义:其热设计(热壁或冷壁)和其实际结构(卧式或立式)。虽然结构影响物流和工件处理,但热壁和冷壁设计之间的区别是最关键的因素,它决定了炉子的温度范围、真空能力和最终工艺应用。
选择炉子配置不是为了追求“更好”,而是为了找到适合手头工作的工具。您的决定取决于工艺的具体要求,需要在高性能(温度、真空度、纯度)与操作简便性和成本之间取得平衡。
根本性的划分:热壁与冷壁
任何真空炉最显著的设计差异在于其如何容纳和管理热量。这导致了两种核心热设计:热壁和冷壁。
什么是热壁炉?
在热壁设计中,加热元件位于真空室(通常称为套管)的外部。整个腔室被加热,这意味着容器壁在保持真空的同时达到工艺温度。
这些炉子结构通常更简单。由于容器壁会变热,为了保护材料在真空下的结构完整性,它们通常限制在较低的最高温度,通常低于 1200°C (2200°F)。
热壁的优势:简单性和均匀性
热壁炉在对绝对温度均匀性要求严格而对循环时间要求不高的工艺中表现出色。它们的主要应用是低温工艺,如退火、回火和除气。
与冷壁炉相比,它们更简单的设计通常意味着更低的初始成本和维护成本。
什么是冷壁炉?
在冷壁设计中,加热元件位于真空室内部。腔室本身是一个水冷容器,在运行过程中保持冷却。腔室内部会构建一个由石墨或金属屏蔽等绝缘材料制成的“热区”来容纳热量。
这种设计允许更高的工作温度,通常超过 2800°C (5000°F),并能实现更深的真空度,因为腔壁的释气(outgassing)被最小化了。
冷壁的优势:性能和多功能性
冷壁炉是高性能应用的行业标准。水冷腔室允许非常快速的冷却(淬火),这对于淬火、钎焊和烧结等工艺至关重要。
它们实现更高温度和更高真空度的能力使其功能更加多样化,能够处理更广泛的先进材料和工艺。

物流选择:卧式与立式结构
一旦确定了热设计,就会根据所加工的零件和工厂的工作流程来选择炉子的实际结构。
卧式炉:主力配置
卧式炉是最常见的配置。它们从前面装载,类似于传统烤箱,非常适合加工大批量、重型部件或装在托盘和夹具上的零件。
这种结构通常便于装载、卸载和内部维护。
立式炉:精度和空间效率
立式炉从顶部或底部装载。这种设计适用于长、细或具有旋转对称性的零件(例如轴、管或齿轮)。
垂直悬挂或支撑零件可以显著降低零件在高温下变形或下垂的风险。立式炉的工厂占地面积通常也更小。
了解取舍
选择合适的炉子需要了解每种设计中固有的权衡。
热区材料:石墨与全金属
在冷壁炉中,一个关键决定是用于热区绝缘的材料。
- 基于石墨的热区使用碳毡和石墨箔层。这是一种坚固、经济高效的解决方案,适用于绝大多数热处理工艺。
- 全金属热区使用钼和不锈钢层。这种设计适用于要求极端清洁度和纯度的应用,例如在医疗、航空航天或核工业中,这些行业无法接受碳污染。
工艺应用决定设计
炉子的功能是最终的指导。高热工艺,如真空钎焊(连接金属)和烧结(熔合粉末),几乎都要求冷壁设计以获得其性能能力。
低温工艺,如退火(软化金属),可以在热壁炉中更经济高效地完成。
温度和真空度限制
热壁炉的最高温度和真空度受加热套管材料强度的限制。冷壁炉不受此限制,可以达到极高的温度并产生超高真空环境,从而实现杂质去除并确保产品纯度。
根据您的目标做出正确选择
选择炉子始于对您的工艺要求有清晰的了解。
- 如果您的主要重点是高产量、低温工艺,如退火或回火: 热壁炉通常是最具成本效益和能源效率的解决方案。
- 如果您的主要重点是高性能应用,如钎焊、烧结或淬火: 冷壁炉因其高温范围、深真空能力和快速冷却能力而必不可少。
- 如果您的主要重点是加工大、重或批量装载的零件: 卧式结构为材料处理和维护提供了最实用的解决方案。
- 如果您的主要重点是最大限度地减少长件或对称件的变形: 立式结构为特定几何形状提供了最佳的零件支撑和热稳定性。
通过了解这些基本设计选择,您就有能力选择实现材料加工目标所需的精确工具。
摘要表:
| 配置 | 主要特点 | 典型应用 | 温度范围 |
|---|---|---|---|
| 热壁炉 | 加热元件位于腔室外部,设计简单,成本较低 | 退火、回火、除气 | 高达 1200°C (2200°F) |
| 冷壁炉 | 加热元件位于腔室内部,水冷,高性能 | 淬火、钎焊、烧结 | 高达 2800°C (5000°F) |
需要专家指导来为您的实验室选择完美的真空炉吗? 在 KINTEK,我们利用卓越的研发和内部制造能力,提供先进的高温炉解决方案,包括马弗炉、管式炉、旋转炉、真空和气氛炉,以及 CVD/PECVD 系统。我们强大的深度定制能力确保我们精确满足您独特的实验要求。立即联系我们,讨论我们如何通过定制的炉子技术来增强您的工艺!
图解指南